
CoroBore® BR10
Egyélű, nagyolási visszasüllyesztő szerszámok

Visszasüllyesztési szempontok
Az átmérőtartomány visszasüllyesztéskor változik. Vigyázzon, hogy a szerszámszerelvény kinyúlási hossza ne okozzon ütközést.

Nyomaték
Mindig használjon nyomatékkulcsot a lapka és a szerszámszerelvény csavarjainak előírt nyomatékkal történő meghúzásához.

Elhasználódott elemek cseréje
Cserélje ki a kopott vagy elhasználódott csavarokat, alátéteket és rugókat. Ajánlott kicserélni a rugókat a szánok minden ötödik rögzítése során, hogy az előrögzítési funkció működjön az átmérő előbeállítóval történő beállítása során.

Kenés évente egyszer
Évente legalább egyszer kenje a részelemeket olajjal.



Alkalmazási tippek
Kezdeti megfontolások
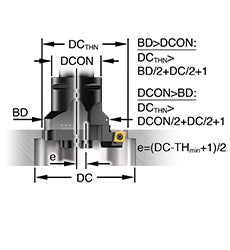
Győződjön meg arról, hogy a kiesztergáló szerszám átfér a vállas furaton és hogy a szerszám eleje nem ütközik a munkadarabba. Visszasüllyesztés során a kiesztergáló szerszám úgy van konfigurálva, hogy átférjen egy DC/2 + BD1/2 minimum átmérőjű furaton.

Szerszámbeállítás a visszasüllyesztéshez
Szerelje ki a hernyócsavart a felső hűtő-kenő folyadék kimenetből és szerelje be az alsó hűtő-kenő
folyadék kimenetbe, hogy megkapja a megfelelő hűtőfolyadék-helyzetet
Forgassa el a betétet 180°-kal
Ha szükséges, használja a szánbővítményt
Fordítsa meg a forgási irányt
Gyenge gépek
Nagyolásnál győződjön meg arról, hogy a gép biztosítja a szükséges nyomatékot és teljesítményt az adott kiesztergálási alkalmazáshoz. Az előtolás, a lapkák száma, a furatátmérő és a fogásmélység a fő befolyásoló tényezők.
Javaslatok
Forgácsolási adatok
Általános ajánlások a nagyoló kiesztergáláshoz:
- Kiinduló adatok: vc 200 m/perc (akkor érvényes, ha a vc a lapkadobozon nagyobb, mint vc 200 m/perc) rövid kinyúlás esetén. Ellenőrizze a lapkadoboz előtolását és fogásmélységének ajánlásait
- vc = a címkén ajánlott adat 50%-a. Ha rezgés lép fel, csökkentse a sebességet és növelje az előtolást. Ne használja egyidejűleg a maximális előtolást és az ap-t.
Meghúzási nyomaték
Lapkacsavar
| ISO | ANSI | Nem ISO | Kód | Méret | Torx Plus | Nm | láb-font |
| CC06 | CC2(1.5) | 5513 020-03 | M2,5 | 7IP | 0,9 | 0,7 | |
| CC09 | CC09 | 5513 020-09 | M3,5 | 15IP | 3,0 | 2,2 | |
| CC12 | CC43 | 5513 020-17 | M4x0,5 | 15IP | 3,0 | 2,2 | |
| SP06 | 5513 020-33 | M2,2 | 7IP | 0,8 | 0,59 | ||
| SP08 | 5513 020-57 | M3 | 9IP | 1,7 | 1,25 | ||
| SP12 | 416.1-833 | M3,5 | 10IP | 2 | 1,48 | ||
| SP18 | 5513 020-25 | M4 | 15IP | 3 | 2,2 | ||
| SN15 | SN54 | 5512 086-03 | M6 | 20IP | 6,4 | 4,7 | |
CoroBore® BR10
| Lapka 90° | |||||||
| Méret | DCN (mm) | DCX (mm) | ISO | ANSI | Nm | láb-font | Csavarméret |
| A | 32 | 38 | CC06 | CC2(1.5) | 4,8 | 3,5 | M 4 |
| B | 37 | 45 | CC06 | CC2(1.5) | 4,8 | 3,5 | M 4 |
| C | 44 | 54 | CC06 | CC2(1.5) | 9 | 6,6 | M 5 |
| D | 53 | 65 | CC06 | CC2(1.5) | 16 | 11,8 | M 6 |
| DX | 64 | 76 | CC09 | CC3(2.5) | 16,0 | 11,8 | M 6 |
| E | 75 | 91 | CC12 | CC43 | 38,0 | 28,0 | M 8 |
| F | 90 | 110 | CC12 | CC43 | 75 | 55,3 | M 10 |
| G | 109 | 136 | CC12 | CC43 | 75 | 55,3 | M 10 |
| H | 135 | 170 | CC12 | CC43 | 75 | 55,3 | M 10 |
Szerszámbefogás
A hajlító merevség és nyomatékátvitel fontos tényezői a szerszámtartó furatesztergáló műveletekhez történő kiválasztásának. Az első számú választás mindig Coromant Capto® csatlakozójú szerszám legyen a kiváló ismételhetőség és a piacon elérhető legjobb stabilitás érdekében.
Regisztráljon. Maradjon naprakész.
Iratkozzon fel hírlevelünkre ma!

Sandvik Magyarország Kft.
+3614088649