
Egy furat dörzsárazása

Egy furat dörzsárazásakor fontos figyelembe venni a következő ajánlásokat.
Ráhagyott anyag leválasztása
Dörzsárazási műveleteknél a leválasztandó ráhagyás ajánlott mértéke függ az alkalmazott anyagtól és az előmunkált furat felületi minőségétől. A dörzsárazáshoz meghagyandó anyagmennyiségre vonatkozó általános értékek az alábbi táblázatban láthatók.
| Ø, mm | ||||||
| Anyag | 1-3 | 3-5 | 5,1-10 | 10,1-20 | 20,1-30 | >30 |
| P1 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 |
| P2 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| P3 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| P4 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 |
| P5 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| M1 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| M2 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| M3 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| K1 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,3 | 0,3 | 0,5 |
| K2 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 |
| K3 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,3 | 0,4 | 0,5 |
| K4 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,3 | 0,4 | 0,5 |
| K5 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,3 | 0,4 | 0,5 |
| N1,1 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 | 0,5 |
| N1,2 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 | 0,5 |
| N1,3 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 | 0,5 |
| N1,4 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 | 0,5 |
| N2 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 | 0,5 |
| N3,1 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,2-0,3 | 0,3 | 0,5 |
| N3,2 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,2-0,3 | 0,3 | 0,3-0,4 |
| N3,3 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,2-0,3 | 0,3 | 0,3-0,4 |
| N3,4 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,2-0,3 | 0,3 | 0,3-0,4 |
| N4 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,2-0,3 | 0,3 | 0,3-0,4 |
| S1 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 |
| S2 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| S3 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| S4 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,3-0,4 |
| S5 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,3-0,4 |
| S6 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,3-0,4 |
| H1 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| H2 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| H3 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| H4 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| Ø, col | ||||||
| Anyag | 0,0394-0,1181 | 0,1181-0,1969 | 0,1969-0,3937 | 0,3937-0,7874 | 0,7874-1,1811 | >1,1811 |
| P1 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008-0,012 | 0,012-0,016 | 0,016-0,020 |
| P2 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| P3 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| P4 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008-0,012 | 0,012-0,016 | 0,016-0,020 |
| P5 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| M1 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| M2 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| M3 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| K1 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,020 |
| K2 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008-0,012 | 0,012-0,016 | 0,016-0,020 |
| K3 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,012 | 0,016 | 0,020 |
| K4 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,012 | 0,012 | 0,020 |
| K5 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,012 | 0,012 | 0,020 |
| N1,1 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,012-0,016 | 0,016-0,020 | 0,020 |
| N1,2 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,012-0,017 | 0,016-0,020 | 0,020 |
| N1,3 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,012-0,018 | 0,016-0,020 | 0,020 |
| N1,4 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,012-0,019 | 0,016-0,020 | 0,020 |
| N2 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,012-0,020 | 0,016-0,020 | 0,020 |
| N3,1 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,008-0,012 | 0,012 | 0,020 |
| N3,2 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,008-0,012 | 0,012 | 0,016-0,020 |
| N3,3 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,008-0,012 | 0,012 | 0,016-0,020 |
| N3,4 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,008-0,012 | 0,012 | 0,016-0,020 |
| N4 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,008-0,012 | 0,012 | 0,016-0,020 |
| S1 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008-0,012 | 0,012-0,016 | 0,016-0,020 |
| S2 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| S3 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| S4 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008-0,012 | 0,012-0,016 | 0,016-0,020 |
| S5 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008-0,012 | 0,012-0,016 | 0,016-0,020 |
| S6 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008-0,012 | 0,012-0,016 | 0,016-0,020 |
| H1 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| H2 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| H3 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| H4 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
A munkadarab felfogása
- Gondoskodjon a dörzsárazandó munkadarab megfelelő befogásáról
- Átmenő furatoknál legyen szabad hely a forgácseltávolításhoz
- Vékony falú alkatrészek dörzsárazásakor győződjön meg arról, hogy a befogó szorítóereje egyenletes az alkatrész körül
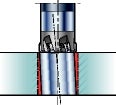
Hűtőfolyadék dörzsárazáshoz
A hűtőfolyadék fő célja a forgácsolási zóna közvetlen hűtése, ami hosszabb szerszáméltartamot és jó forgácselvezetést eredményez.
- Tömör keményfém dörzsáraknál a belső hűtőfolyadék-hozzávezetés egyenes hornyú dörzsárak esetén tengelyirányú és spirál hornyú dörzsárak esetén ferde.
- Ha emulziót használ hűtőfolyadékként, az rendszerint jobb éltartamot eredményez, mint az olaj
- Az ajánlott nyomás 15 bar
- Ha a hűtőfolyadék nagyobb nyomású, az pozitív hatással van a forgácskezelésre és forgácstörésre

Spirál horony – ferde hűtőfolyadék-hozzávezetés
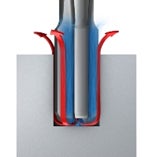
Egyenes horony – axiális hűtőfolyadék-hozzávezetés
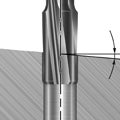
Dörzsárpozíció
Az előmunkált furat és a dörzsárpozíció közötti eltérésnek a lehető legkisebbnek kell lennie a rezgések elkerülése érdekében.
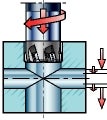
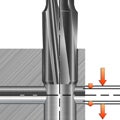
Megszakított forgácsolás
A dörzsárak általában a következők megmunkálásához használható:
- 2 mm-nél (0,079 col) kisebb átmérőjű keresztfuratok, ha a dörzsár fejének átmérője kisebb mint 22 mm (0,866 col).
- 3 mm-nél (0,118 col) kisebb átmérőjű keresztfuratok, ha a dörzsár fejének átmérője 22 mm (0,866 col) vagy nagyobb.
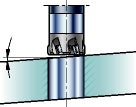
Ferde vagy döntött felület dörzsárazása
Ferde vagy döntött felületek dörzsárazásakor:
- A legnagyobb ajánlott belépési szög 5 fok
- Az ütést mindig ki kell küszöbölni
- Kérjük, egyeztessen műszaki szakértővel a tömör keményfém dörzsár használata előtt
Előmunkált furat dörzsárazása
Dörzsárazással nem javítható ki az előmunkált furatok pozíciójának vagy egyenességének hibája.
- Az előmunkált furat ferdeségének kisebbnek kell lennie mint 0,05 mm (0,002 col)
- Az előmunkált furat átmérője akkora legyen, hogy az ajánlott radiális fogásmélységet lehetővé tegye

A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Dörzsárazás
A dörzsárazás többélű szerszámmal végzett simítási művelet, melynek eredménye nagy... chevron_right
Fúrás
A fúrási műveletre gyakran a gyártási folyamat végén kerül sor, amikorra a korábbi... chevron_right
Homlokbeszúrás
Amikor egy alkatrész homlokfelületén axiális hornyot készít, fontos a megfelelő szerszám... chevron_right
Egyenirányú és ellenirányú marás összehasonlítása
Minden egyes alkalommal, amikor egy maróél belép az anyagba, ütés jellegű terhelés... chevron_right
