
CoroCut® QF
Sécurité dans l'usinage de gorges frontales
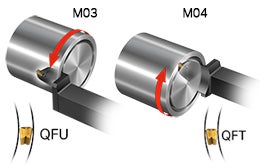
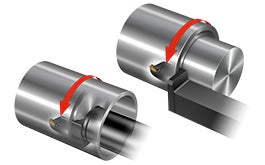
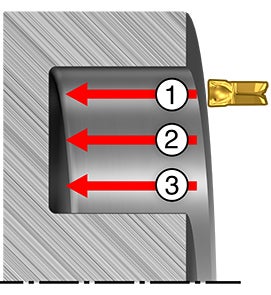
Sens de rotation de la broche horaire ou anti horaire
Courbe A ou B
Largeur de plaquette
Utiliser la plus grande largeur de plaquette et d'outil pour la gorge à usiner. Plus l'outil est large, plus la rigidité et la stabilité sont bonnes.
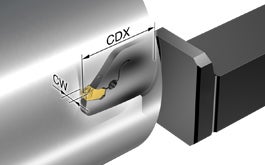
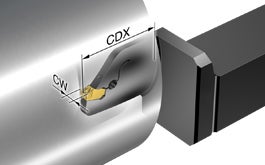
Profondeur de coupe maximum (CDX)
Toujours utiliser un outil avec la profondeur de coupe (CDX) la plus faible possible pour profiter d'une meilleure stabilité.




Indications sur les applications
Méthodes pour les gorges frontales
En fonction de l' application, plusieurs stratégies sont possibles pour les gorges frontales.
Apprenez-en plus sur l'ébauche avec avance axiale, l'ébauche avec tournage latéral, la finition et l'usinage gorges profondes, et sur bien d'autres sujets importants.
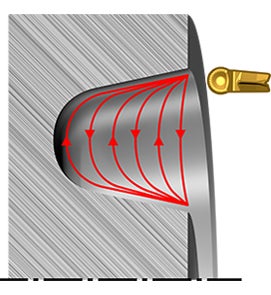
Non-linear tool path profiling
Non-linear tool path profiling uses the whole front edge line of the insert and continuously changes the contact point between insert and material. Use the method for optimized chip control, even cutting wear, and to avoid built-in tensions.

Arrosage de précision
Utilisez les outils pour les gorges frontales avec un arrosage de précision même si la pression de liquide de coupe disponible dans la machine est limitée, 7 – 10 bars (102–145 PSI).
L'arrosage de précision améliore l'évacuation des copeaux et réduit les risques de bourrages dans les gorges.
Utilisez la plus grande pression d'arrosage possible (jusqu'à 80 bars (1160 PSI)) pour profiter d'un bon contrôle et d'une bonne évacuation des copeaux.
Recommandations
| Largeur de coupe (CW), mm (pouces) |
Plage de profondeur de coupe maximum (CDX), mm (pouces) |
Diamètre minimum de première passe (DAXIN), mm (pouces) |
Rayon de bec minimum, mm (pouces) |
| 3 (0.118) | 20–30 (0.79–1.18) | 30 (1.18) | 0.2 (0.008) |
| 4 (0.157) | 22–38 (0.87–1.50) | 30 (1.18) | 0.2 (0.008) |
| 6 (0.236) | 26–38 (1.02–1.50) | 45 (1.77) | 0.4 (0.016) |
| 8 (0.315) | 33–50 (1.30–1.97) | 60 (2.36) | 0.8 (0.031) |
Nuances et géométries de premier choix

|  |

|  | |
| Matière usinée | Gorges larges et profondes | Gorges étroites et profondes | Finition de matières forgées | Profilage |
| ISO P | -TF GC1125 | -TF GC1145 | -TF GC1125 | -RM GC1125 |
| ISO M | -TF GC1135 | -TF GC1145 | -TF GC1125 | -RM GC1135 |
| ISO K | -TF GC1135 | -TF GC1135 | -TF GC1135 | -RM GC1135 |
| ISO N | -GF H10F | -GF H10F | -GF H10F | -RM GC1105 |
| ISO S | -GF GC1105 | -GF GC1125 | -TF GC1125 | -RM GC1105 |
- La géométrie -TF donne d'excellents résultats pour les gorges avec une avance axiale et latérale dans les applications générales
- La géométrie rectifiée -GF donne une bonne précision des gorges et une bonne répétabilité. Son application principale est l'usinage de gorges avec avance axiale. -GF peut être utilisée pour la finition avec avance latérale, mais de manière générale, elle n'est pas recommandée pour le tournage latéral
- La géométrie -RM est conçue pour le profilage ; elle fonctionne bien avec une avance axiale comme radiale. L'usinage de gorges à pleine largeur avec avance axiale est déconseillé avec les plaquettes rondes.
Codification
Outils à manche QS™ et outils à manche
| QF | T | - | R | F | H | 30 | C | 2525 | - | 030 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- Famille produit
- Rotation de broche
T – Rotation de broche en sens horaire
U – Rotation de broche en sens anti horaire - Sens de l'outil
R – À droite
L – À gauche
- Type de porte-plaquette
F – 0º
G – 90º - Taille de logement de plaquette
G – 3 mm
H – 4 mm
K – 6 mm
L – 8 mm - Profondeur de coupe maximum (CDX)
- Arrosage
- Taille de manche
2525 – 25x25 mm
16 – 16/16 pouces
3232 – 32x32 mm - Diamètre minimum de première passe en mm (DAXIN)
- Type de courbe
A – pour l'usinage intérieur
B – pour les gorges frontales jusqu'au cylindre central
Têtes CoroTurn® SL
| SL | - | QF | T | - | R | H | 20 | C | 32 | - | 030 | A |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- Accouplement
SL - Famille produit
- Rotation de broche
T – Rotation de broche en sens horaire
U – Rotation de broche en sens anti horaire
- Sens de l'outil
R – À droite
L – À gauche - Taille de logement de plaquette
G – 3 mm
H – 4 mm
K – 6 mm - Profondeur de coupe maximum (CDX)
- Arrosage
C – Arrosage de précision - Taille de manche
2525 – 25x25 mm
16 – 16/16 pouce - Diamètre minimum de première passe en mm (DAXIN)
- Type de courbe
A – pour l'usinage intérieur
B – pour les gorges frontales jusqu'au cylindre central
Coromant Capto®
| C6 | - | QF | T | - | R | K | 32 | C | - | 220 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
- Taille d'attachement
C = Coromant Capto
CZZMS DCON
C5 50 mm
C6 63 mm
C8 80 mm - Famille produit
- Rotation de broche
T – Rotation de broche en sens horaire
U – Rotation de broche en sens anti horaire
- Sens de l'outil
R – À droite
L – À gauche - Taille de logement de plaquette
K – 6 mm
L – 8 mm - Profondeur de coupe maximum (CDX)
- Arrosage
- Diamètre minimum de première passe en mm (DAXIN)
- Type de courbe
A – pour l'usinage intérieur
B – pour les gorges frontales jusqu'au cylindre central
Plaquettes
| QF | T | - | H | - | 0400 | - | 04 | - | TF |
| 1 | 2 | 3 | 4 | 5 | 6 |
- Famille produit
- Rotation de broche
T – Rotation de broche en sens horaire
U – Rotation de broche en sens anti horaire
- Taille de logement de plaquette
G – 3 mm
H – 4 mm
K – 6 mm
L – 8 mm - Largeur de plaquette (CW)
0400 – 4 mm
0300 – 3 mm
- Rayon de bec de plaquette
02 – 0.20 mm
03 – 0.30 mm
04 – 0.40 mm
08 – 0.80 mm - Géométrie de plaquette
TF – Gorges et tournage latéral
GF – Rectifiée pour les gorges
RM – Profilage
Abonnez-vous pour rester informé(e).
Abonnez-vous dès aujourd'hui à notre e-newsletter

Sandvik Coromant France - Customer Service
+33246840057