
CoroMill® MH20
Usinage de poches à grande avance
Instructions
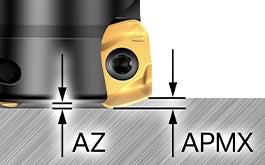
Profondeur de coupe maximum (APMX)
Les profondeurs de coupe maximales sont :
IC06 : 0.8 mm (0.031 pouce)
IC08 : 1.3 mm (0.051 pouce)
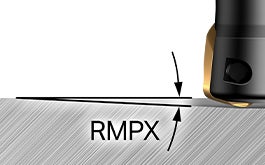
Angle de ramping (RMPX)
Les angles de ramping sont :
IC06 : 3.6 ° -10.1°
IC08 : 1,7 ° -10.7°

Rayon programmé (REEQ)
Les rayons de programmation sont :
IC06 : 2.0 mm (0.079 pouce)
IC08 : 2.5 mm (0.098 pouce)
Marquage des géométries
Le marquage des géométries sur les plaquettes est très lisible.
Indications sur les applications
Trois paramètres clés pour réussir le ramping
Le ramping est une manière efficace d’aborder une pièce lorsqu’on usine des poches. Trois paramètres clés doivent être appliqués correctement pour réussir les opérations de ramping. Consultez les recommandations de conditions de coupe dans la section ci-dessous ou informez-vous sur le ramping dans notre page de connaissances.
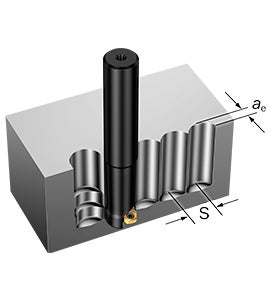
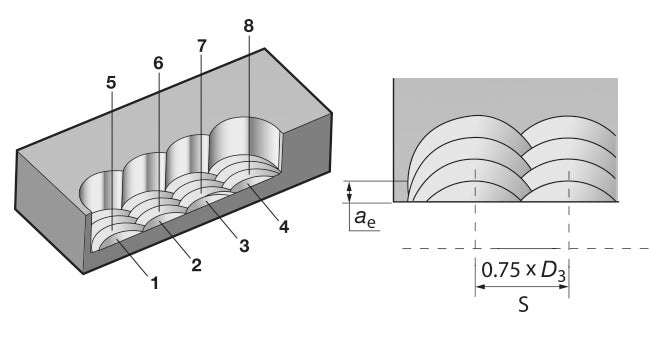
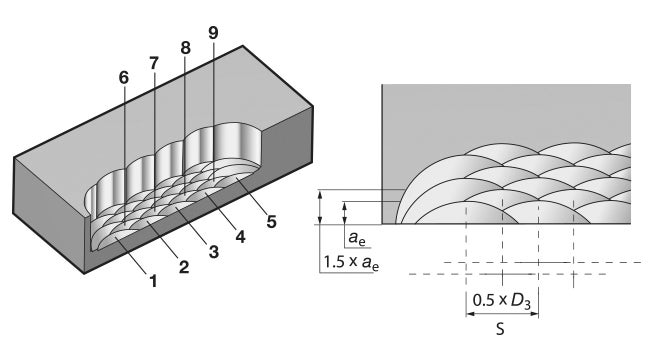
Tréflage
Dans les opérations de tréflage, il faut utiliser une fraise à pas fin afin qu'il y ait toujours plusieurs dents en coupe. Découvrez nos astuces pour réussir vos opérations de tréflage à la fraise. Consultez les recommandations de conditions de coupe dans la section ci-dessous ou informez-vous sur le tréflage dans notre page de connaissances.
Recommandations
Codification
Corps de fraise
| M | H | 2 | 0 | - | (A) | R | 0 | 2 | 5 | A | 2 | 5 | - | 0 | 6 | M |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||||||
- Fraisage
- Grande avance
- Famille = 2
- Version = 0
- Fraises en pouces
- R = Version à droite
- DCX
- Types d'accouplements
A/O = Cylindrique (métrique / pouces)
Q/R = Mandrin (métrique / pouces)
EH = Adaptateur EH
- Taille d'accouplement
- Taille de plaquette
- Pas : L/M/H
Plaquette
| M | H | 2 | 0 | - | 0 | 8 | 0 | 4 | 2 | 5 | M | - | M | 2 | 0 | 1 | 1 | 3 | 0 | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||||||||||
- Fraisage
- Grande avance
- Famille = 2
- Version = 0
- Taille de plaquette
- Épaisseur
- Rayon programmé
- Qualité d'arête
E: Rectifiée en périphérie
M: Brute de frittage
- Géométrie
- Nuance
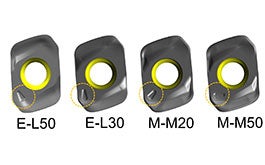
Géométries
 |  |  |  |
| E-L30 | E-L50 | M-M20 | M-M50 |
| Géométrie rectifiée en périphérie | Géométrie rectifiée en périphérie | Géométrie brute de frittage | Géométrie brute de frittage |
| ISO S et M | ISO S et M | ISO P et H | ISO P |
|
|
|
|
Conditions de coupe, avance recommandée
| Plage ISO | Nuance | Taille de plaquette | Géométrie | fz, valeur de départ (min.-max.) | |
| mm/z | pouces/z | ||||
| ISO S (TiAl6V4) | S30T, S40T, GC2040 | IC06 | E-L30 | 0.3 (0.1–0.6) | .012 (.004–.024) |
| IC08 | E-L30 | 0.45 (0.1–0.6) | .018 (.004–.024) | ||
| IC06 | E-L50 | 0.35 (0.1–0.6) | .014 (.006-.024) | ||
| IC08 | E-L50 | 0.5 (0.1–0.6) | .020 (.006-.024) | ||
| ISO S (Inconel) | S30T, S40T, GC2040 | IC06 | E-L50 | 0.35 (0.1–0.6) | .014 (.006-.024) |
| IC08 | E-L50 | 0.5 (0.1–0.6) | .020 (.006-.024) | ||
| ISO M (316L) | GC1040, GC2040, S30T, S40T | IC06 | E-L30 | 0.3 (0.2–0.8) | .012 (.008–.031) |
| IC08 | E-L30 | 0.45 (0.2–0.8) | .018 (.008–.031) | ||
| IC06 | E-L50 | 0.35 (0.2–0.8) | .014 (.008-.032) | ||
| IC08 | E-L50 | 0.5 (0.2–0.8) | .020 (.008-.032) | ||
| ISO P | GC1130, GC4340 | IC06 | M-M20 | 0.6 (0.2–0.8) | .024 (.008–.031) |
| IC08 | M-M20 | 0.7 (0.2–1.0) | .028 (.008–.039) | ||
| IC06 | M-M50 | 0.8 (0.45–1.0) | .031 (.018–.039) | ||
| IC08 | M-M50 | 1.0 (0.45–1.3) | .039 (.018–.051) | ||
| ISO H | GC1010, GC1130 | IC06 | M-M20 | 0.45 (0.15–0.6) | .018 (.006–.024) |
| IC08 | M-M20 | 0.55 (0.1–0.8) | .022 (.039–.031) | ||
Conditions de coupe, vitesses recommandées
| Plage ISO | Nuance | vc, (min.-max.) | |
| m/min | pieds/min | ||
| ISO S (TiAl6V4) | S30T | 75–115 | 246–377 |
| S40T | 75–100 | 246–328 | |
| GC2040 | 31–40 | 102–131 | |
| ISO S (Inconel) | S30T | 40–60 | 131–197 |
| S40T | 40–60 | 131–197 | |
| GC2040 | 40–60 | 131–197 | |
| ISO M (316L) | GC1040 | 115–180 | 377–591 |
| GC2040 | 160–225 | 525–738 | |
| S30T | 155–250 | 509–820 | |
| S40T | 165–235 | 541–771 | |
| ISO P | GC1130 | 150–265 | 492–869 |
| GC4340 | 150–265 | 492–869 | |
| ISO H | GC1010 | 75–115 | 246–377 |
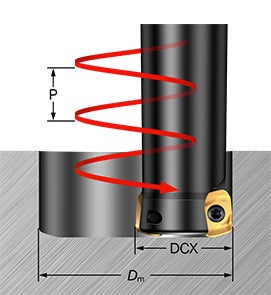
Ramping circulaire
| Fraises métriques (DCX) | Fraises en pouces (DCX) | Plaquettes IC06 | Plaquettes IC08 | ||||||
| ap max. 0.8 mm (0.031 po) | ap max. 1.3 mm (0.051 po) | ||||||||
| Angle de ramping max. (RMPX) | Dm max. | Méplat Dm min. | Dm min. | Angle de ramping max. (RMPX) | Dm max. | Méplat Dm min. | Dm min. | ||
| 5/8 | 10.1° | 31.8 | 23.4 | 22.4 | |||||
| 16 | 9.5° | 32.0 | 23.6 | 22.6 | |||||
| 3/4 | 6.5° | 38.2 | 29.8 | 28.8 | 10.7° | 38.2 | 27.6 | 26.1 | |
| 20 | 5.8° | 40.0 | 31.6 | 30.6 | 9.6° | 40.0 | 29.4 | 27.9 | |
| 25 | 3.7° | 50.0 | 41.6 | 40.6 | 5.7° | 50.0 | 39.4 | 37.9 | |
| 1 | 3.6° | 50.8 | 42.4 | 41.4 | 5.5° | 50.8 | 40.2 | 38.7 | |
| 11⁄4 | 3.6° | 63.6 | 53.0 | 51.5 | |||||
| 32 | 3.6° | 64.0 | 53.4 | 51.9 | |||||
| 11⁄2 | 2.7° | 76.2 | 65.6 | 64.1 | |||||
| 40 | 2.5° | 80.0 | 69.4 | 67.9 | |||||
| 44 | 2.3° | 88.0 | 77.4 | 75.9 | |||||
| 50 | 1.7° | 100.0 | 89.4 | 87.9 | |||||
| 2 | 1.7° | 101.6 | 91.0 | 89.5 | |||||
| 52 | 1.6° | 104 | 93.4 | 91.9 | |||||
| 54 | 1.5° | 108 | 97.4 | 95.9 | |||||
| 63 | 1.1° | 126 | 115.4 | 113.9 | |||||
| 21⁄2 | 1.1° | 127 | 116.4 | 114.9 | |||||
| 66 | 1.0° | 132 | 121.4 | 119.9 | |||||
Tréflage
Porte-à-faux L ≤ 3×D
Note : S doit être ≤ 20 mm
| IC | ae max., mm (pouces) | Avance, mm/z (po/z) |
| 06 | 4 (0.157) | 0.10 (0.05–0.15) (0.004 (0.002–0.006)) |
| 08 | 5.5 (0.217) | 0.12 (0.05–0.15) (0.005 (0.002–0.006)) |
Porte-à-faux L ≥ 3×D
Note : S doit être ≤ 20 mm
| IC | ae max., mm (pouces) | Avance, mm/z (po/z) |
| 06 | 4 (0.157) | 0.08 (0.05–0.15) (0.003 (0.002–0.006)) |
| 08 | 5.5 (0.217) | 0.1 (0.05–0.15) (0.004 (0.002–0.006)) |
Abonnez-vous pour rester informé(e).
Abonnez-vous dès aujourd'hui à notre e-newsletter

Sandvik Coromant France - Customer Service
+33246840057