
CoroMill® 745
Fraise à surfacer à arêtes multiples pour une excellente économie de la production
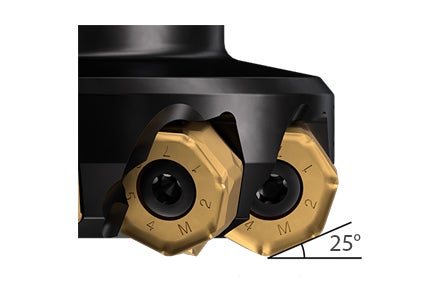
Fraise grande avance CoroMill® 745 avec angle d'attaque de 25°
Ebauche et semi-finition d'un banc de machine en une opération
| Pièce : | Banc de machine |
| Matière : | CMC ST52, 165 HB, coulé |
| Opération : | Ebauche et semi-finition |
| Machine : | Fraiseuse à portique ISO 50 |
Aucun outil de finition n'est nécessaire
-40%
Temps de cycle/pièce
| CoroMill® 745 avec angle d’attaque de 25° | Outil concurrent | |
| Outil | 725-125Q40-21H | Dia 125 mm |
| Plaquette | 745R-2109E-M30 4230 | |
| zn | 14 | 7 |
| n, tr/min | 560 | 680 |
| vc, m/min (pieds/min) | 220 (722) | 267 (876) |
| vf, mm/min (pouces/min) | 6666 (262.4) | 3237 (127.4) |
| fz mm/z (pouces/z) | 0.85 (0.033) | 0.68 (0.027) |
| fn, mm/tr (pouces/tr) | 11.9 (0.469) | 4.76 (0.187) |
| ap mm (pouces) | 1.5 (0.059) | 1.5 (0.059) |
| Temps de cycle par pièce (min) | 27 | 45 |
| Pièces par assemblé | >2 | 2.43 |
| État de surface | Alors qu'une opération de finition est nécessaire avec l'outil concurrent, CoroMill® 745 permet d'effectuer l'usinage en une étape et aucune finition supplémentaire de la surface n'est nécessaire. |
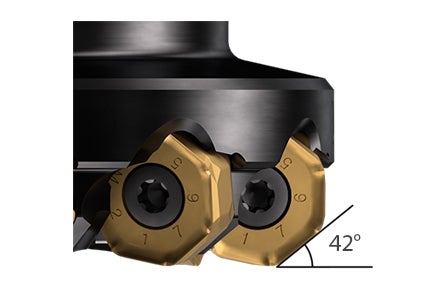
CoroMill® 745 avec angle d'attaque de 42°
Qualité supérieure des états de surface avec la géométrie E-M31
| Pièce : | Support |
| Matière : | Fonte nodulaire, GJS500, CMC 09.2 |
| Opération : | Ebauche et finition |
| Machine : | Mazak FH 880, ISO 50 |
21%
Gain de temps
| CoroMill® 745 avec angle d’attaque de 42° | Outil concurrent | |
| Outil | 745-125Q40-21H | Dia 125 mm |
| Plaquette | 745R2109E-M31 | 14 arêtes |
| Nuance | K20D | |
| Conditions de coupe | Ebauche à finition | Ebauche à finition |
| zn | 14 | 12 |
| vc, m/min (pieds/min) | 259 (850) | 259 (850) |
| vf, mm/min (pouces/min) | 2306–1384 (90.8–54.5) | 1898–1186 (74.7–46.7) |
| fz mm/z (pouces/z) | 0.25–0.15 (0.010–0.006) | 0.24–0.15 (0.009–0.006) |
| ap mm (pouces) | 4.5–2.5 (0.177–0.098) | 4.5–2.5 (0.177–0.098) |
| Temps de cycle par pièce (min) | 3 min 5 sec | 3 min 50 sec |
| Résultat : | En 100 minutes d'usinage, la géométrie M31-K20D a produit un très bon état de surface, bien meilleur que le concurrent. Le client a aussi apprécié le son et l'action de coupe. |
Surfaçage ébauche lourd, régulier et fiable, d'un demi essieu
CoroMill 745 donne un usinage régulier et fiable Le client apprécie l'action de coupe positive avec un bon son et une très bonne évacuation des copeaux. Le bridage donne une impression de sécurité grâce à la grande vis.
+220%
Durée de vie d'outil plus longue
| Pièce | Demi essieu de tracteur | |
| Opération | Surfaçage ébauche lourd avec profondeur de coupe variable sur brut de fonderie | |
| Matière usinée | Fonte nodulaire CMC 9.1 | |
| Outil | 745-080Q27-21H | |
| Plaquette | 745R-2109E-M30 K20D | |
| CoroMill® 745 avec angle d’attaque de 42° | Outil concurrent | |
| Diamètre | 80 | 80 |
| zn | 9 | 7 |
| n tr/min | 764 | 954 |
| vc m/min (pieds/min) | 240 (787) | 240 (787) |
| vf mm/min (pouces/min) | 1513 (60) | 1404 (55) |
| fz mm/z (pouces/z) | 0.22 (0.009) | 0.21 (0.008) |
| ap mm (pouces) | 4.5 (0.177) | 2.5 (0.1) |
| Résultats | ||
| Durée de vie | 80 pièces/arête (80 min) | 25 pièces/arête (25 min) |

Surfaçage ébauche lourd d'un carter de boîte de vitesses
CoroMill 745 donne d'excellentes performances générales. Le bruit et les vibrations ont été réduits de manière significative et l'évacuation des copeaux est très bonne. Augmentation de la durée de vie d'outil de 60%.
+60%
Durée de vie d'outil plus longue
| Pièce | Carter de boîte de vitesses de tracteur | |
| Opération | Surfaçage ébauche lourd avec profondeur de coupe variable sur brut de fonderie | |
| Matière usinée | Fonte grise (GG30) CMC 8.2 | |
| Outil | 745-125Q40-21H | |
| Plaquette | 745R-2109E-M30 K20D | |
| CoroMill® 745 avec angle d'attaque de 42° | Outil concurrent | |
| zn | 14 | 12 |
| n, tr/min | 637 | 637 |
| vc, m/min (pieds/min) | 250 (820) | 250 (820) |
| vf, mm/min (pouces/min) | 2289 (90) | 2289 (90) |
| fz mm/z (pouces/z) | 0.26 (0.010) | 0.26 (0.010) |
| ap mm (pouces) | 3 (0.118) | 3 (0.118) |
| Temps de cycle (min/pce) | 8 min, 21 sec | 8 min, 21 sec |
| Résultats | ||
| Durée de vie | 8 pièces/arête (64 min) | 5 pièces/arête (45 min) |
Abonnez-vous pour rester informé(e).
Abonnez-vous dès aujourd'hui à notre e-newsletter

Sandvik Coromant France - Customer Service
+33246840057