
T-Max® P
Tuottavaa suurten ja keskikokoisten työkappaleiden ulkosorvausta

Teräsija
Puhdista teräsija ja tarkasta vauriot ja teräsärmän tuki
Aluspalat ja teräsijat
Varmista, että aluspalan kulmat ovat pysyneet ehjinä ja että teräsijoissa ei ole irtosärmää

Kosketuspinnat
Tarkasta, että tuki- ja kosketuspinnoissa ei ole vaurioita tai likaa.

Kiinnitys
Sisäsorvauksessa on erittäin tärkeää, että kiinnitys on mahdollisimman tukeva. Heikko tuenta kasvattaa vapaapituutta ja aiheuttaa värinäalttiutta.

Käytännön vinkkejä
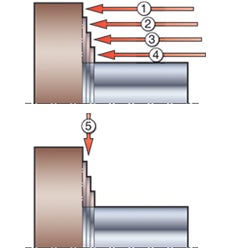
Näin estät lastutukokset
Sorvaa olaketta kohti (vaiheet 1–4), mutta älä koneista olakkeen lopullista mittaa. Käytä samaa syöttöä kaikissa neljässä vaiheessa lastutukosten ehkäisemiseksi. Koneista lopuksi (vaihe 5) olakkeen seinämä yhdellä pistolla ulkohalkaisijalta sisähalkaisijalle.

Näin estät värinät
Värinöiden välttämiseksi suositellaan työstökoneita, joissa on kaksi revolveria: ylhäällä ja alhaalla. Kahden revolverin käyttö tasapainottaa lastuamisvoimat ja parantaa koko prosessin tukevuutta. Työkappale ei taivu, ja pääset eroon värinöistä.
Suositukset
Terä ja järjestelmä
Ulkosorvaus
| Viimeistely | Puolikarkea | Rouhinta | |
| Terän muoto | C | C | C |
| Terän koko | 12 | 12 | 12 |
| Asetuskulma | 95° | 95° | 95° |
| Kiinnitys | Vipuvarsi | Vipuvarsi | Vipuvarsi |
Sisäsorvaus
| Viimeistely | Puolikarkea | Rouhinta | |
| Terän muoto | C | C | C |
| Terän koko | 12 | 12 | 12 |
| Asetuskulma | 95° | 95° | 95° |
| Kiinnitys | Vipuvarsi | Vipuvarsi | Vipuvarsi |
Terälaatu
| Koneistusolosuhteet | P | M | K | S | H |
| Hyvät | GC4415 | GC2220 | GC3210 | GC1105 | CB7115 |
| Kohtalaiset | GC4425 | GC2025 | GC3210 | GC1115 | CB7125 |
| Vaikeat | GC4335 | GC2035 | GC3225 | GC1125 | CB7135 |
Terägeometria
| Koneistusvaihe | P | M | K | S | H |
| Viimeistely | -PF | -MF | -KF | -SF | S01525 |
| Puolikarkea | -PM | -MM | -KM | -SM | S01525 |
| Rouhinta | -PR | -MR | -KR | -SMR | S02035 |
Liity meihin. Pysy ajan tasalla.
Tilaa uutiskirje jo tänään

Sandvik Coromant Finland
+358942451675