
CoroTurn® Prime
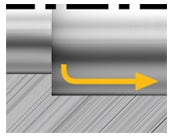
Sorvaus kaikkiin suuntiin
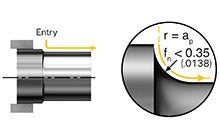
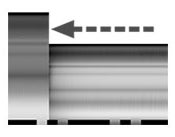
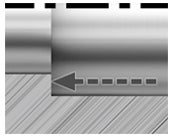
Sisäänsyöttö työkappaleeseen
Pienennä syöttöä ja käytä säteittäistä sisäänsyöttöä aina syöttäessäsi työkalua materiaaliin. Käytä CoroPlus® Tool Path for PrimeTurning™ ‑ohjelmistoa oikeiden ohjelmointikoodien ja tekniikoiden varmistamiseen.
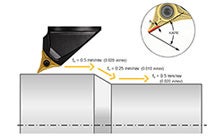
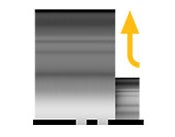
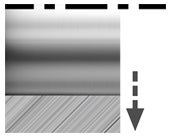
Lastujen paksuus (hex)
Pidä lastujen paksuus tasaisena pienentämällä syöttöä alaspäin suuntautuvissa liikkeissä. Käytä CoroPlus® Tool Path for PrimeTurning™ ‑ohjelmistoa oikeiden ohjelmointikoodien ja tekniikoiden varmistamiseen.
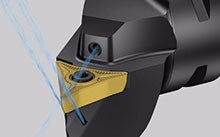
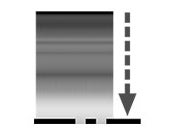
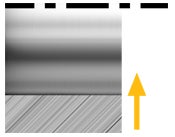
Lastuamisnesteen hyödyt
Alapuolisen lastuamisnesteen syötön avulla voidaan pidentää työkalujen kestoikää, ja yläpuolisen syötön avulla voidaan puolestaan muodostaa ohuempia lastuja.


Käyttökohdevinkit
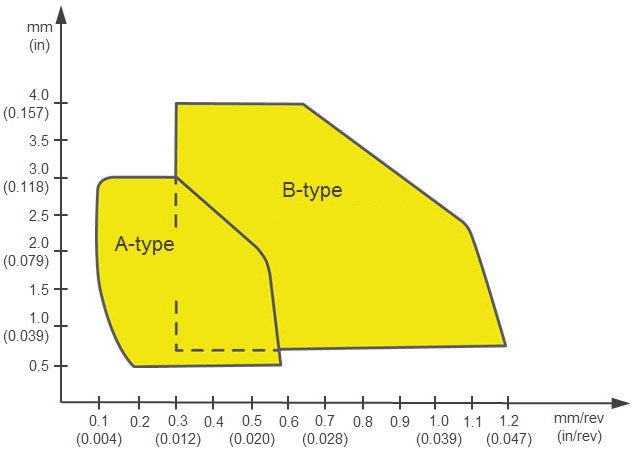
Lastuamisarvojen käyttöalue A- ja B-tyypille
| Lastuamissyvyys (ap) | |
 |
Syöttö (fn) |
Huomaa: Jos ap ja fn ovat teriä käytettäessä tätä korkeammat, siitä aiheutuu ylikuormitusriski, ja jos ap ja fn ovat pienemmät, lastut saattavat olla pidempiä.
Lastuamisarvojen käyttöalue A-tyypin geometrioille
P*) Vähähiilinen ja erittäin luja/taottava teräs
P**) Seosteräs
M*) Austeniittinen ruostumaton teräs
M**) Ruostumaton duplex-teräs
K*) Pallografiittivalurauta
K**) Harmaa valurauta
S*) HRSA
S**) Titaani
Lastuamisarvojen käyttöalue B-tyypin geometrioille
P*) Vähähiilinen ja erittäin luja/taottava teräs
P**) Seosteräs
M*) Austeniittinen ruostumaton teräs
M**) Ruostumaton duplex-teräs
K*) Pallografiittivalurauta
K**) Harmaa valurauta
S*) HRSA
S**) Titaani
Suositukset
CoroTurn Prime tyyppi A
Terän laatu
| Koneistusolosuhteet | P | M | K |
S, HRSA |
S, Ti |
| Hyvä | 4415 | 2025 | 4415 | 1210 | H13A |
| Keskitaso | 4425 | 2025 | 4425 | 1115 | H13A |
| Vaikea | 2025 | 2025 | 2025 | 2025 | 1115 |
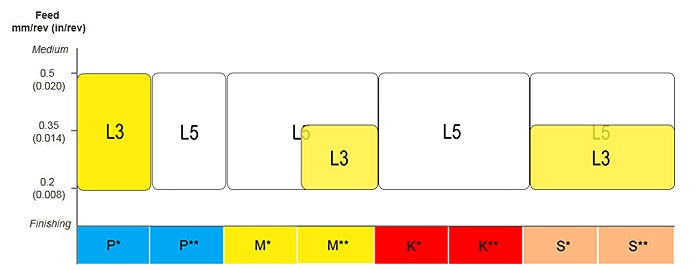
Terägeometria
| Toiminto | P* | P** | M* | M** | K* | K** | S* | S** |
| Viimeistely | L3 | L5W | L5W | L3 | L5W | L5W | L5W | L3 |
| Keskiraskas | L3 | L5 | L5 | L5 | L5 | L5 | L5 | L5 |
P*) Vähähiilinen ja erittäin luja/taottava teräs
P**) Seosteräs
M*) Austeniittinen ruostumaton teräs
M**) Ruostumaton duplex-teräs
K*) Pallografiittivalurauta
K**) Harmaa valurauta
S*) HRSA
S**) Titaani
CoroTurn Prime tyyppi B
Terän laatu
| Koneistusolosuhteet | P | M | K |
S, HRSA |
S, Ti |
| Hyvä | 4415 | 2220 | 4415 | 1210 | H13A |
| Keskitaso | 4425 | 2220 | 4425 | 1115 | H13A |
| Vaikea | 2025 | 2025 | 2025 | 2025 | 1115 |
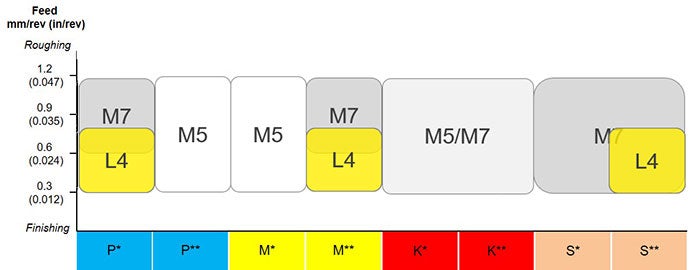
Terägeometria
| Toiminto | P* | P** | M* | M** | K* | K** | S* | S** |
| Viimeistely | L4W | M5W | M5W | L4W | M5W | M5W | M7W | L4W |
| Keskiraskas | L4 | M5 | M5 | M7 |
M5 | M5 | M5 | L4 |
| Rouhinta | M7 |
M5 | M5 | M7 |
M5 | M5 | M7 |
M7 |
P*) Vähähiilinen ja erittäin luja/taottava teräs
P**) Seosteräs
M*) Austeniittinen ruostumaton teräs
M**) Ruostumaton duplex-teräs
K*) Pallografiittivalurauta
K**) Harmaa valurauta
S*) HRSA
S**) Titaani
Ensisijainen valinta |
Toissijainen valinta |
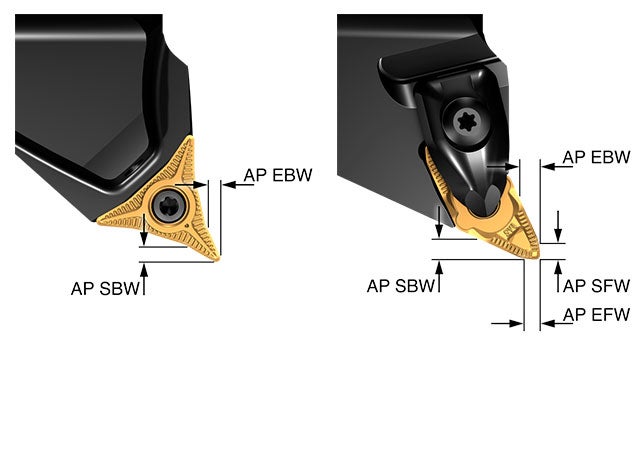
Ulkosorvaus | |
Sivu taaksepäin (SBW) |
Sivu eteenpäin (SFW) |
Pääty taaksepäin (EBW) |
Pääty eteenpäin (EFW) |
Sisäsorvaus
Pääty taaksepäin (EBW) |
Sivu eteenpäin (SFW) |
Sivu taaksepäin (SBW) |
Pääty eteenpäin (EFW) |
Lastuamisarvosuositukset
Ulkosorvaus
A-tyypin CP-A11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn väh. | 0,2 (0,0079) | 0,2 (0,0079) | 0,1 (0,0039) | 0,1 (0,0039) | |
| fn, suositus | 0,4 (0,0157) | 0,4 (0,0157) | 0,2 (0,0079) | 0,2 (0,0079) | |
| fn enint. | 0,5 (0,0197) | 0,5 (0,0197) | 0,25 (0,0098) | 0,25 (0,0098) | |
| ap väh. | 0,25 (0,010) | 0,25 (0,010) | 0,25 (0,010) | 0,25 (0,010) | |
| ap, suositus | 1,5 (0,059) | 1,5 (0,059) | 1 (0,039) | 1 (0,039) | |
| ap enint. | 3 (0,118) | 2,5 (0,098) | 1,5 (0,059) | 1,5 (0,059) | |
| KAPR | 30 | 25 | 115 | 120 | |
| RMPX | 15 | 10 | 15 | 10 |
B-tyypin CP-B11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn väh. | 0,3 (0,0118) | 0,3 (0,0118) | 0,2 (0,0079) | 0,2 (0,0079) | |
| fn, suositus | 0,6 (0,0236) | 0,6 (0,0236) | 0,35 (0,0138) | 0,3 (0,0118) | |
| fn enint. | 1,2 (0,0472) | 1,2 (0,0472) | 0,6 (0,0236) | 0,6 (0,0236) | |
| ap väh. | 0,5 (0,020) | 0,5 (0,020) | 0,5 (0,020) | 0,5 (0,020) | |
| ap, suositus | 2 (0,079) | 2 (0,079) | 2 (0,079) | 2 (0,079) | |
| ap enint. | 4 (0,157) | 4 (0,157) | 3 (0,118) | 3 (0,118) | |
| KAPR | 25 | 25 | 95 | 95 | |
| RMPX | 23 | 23 | 23 | 23 |
Sisäsorvaus
A-tyypin CP-A11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn väh. | 0,2 (0,0079) | 0,2 (0,0079) | 0,1 (0,0039) | 0,1 (0,0039) | |
| fn, suositus | 0,4 (0,0157) | 0,4 (0,0157) | 0,2 (0,0079) | 0,2 (0,0079) | |
|
fn enint. | 0,5 (0,0197) | 0,5 (0,0197) | 0,25 (0,0098) | 0,25 (0,0098) | |
| ap väh. | 0,25 (0,010) | 0,25 (0,010) | 0,25 (0,010) | 0,25 (0,010) | |
| ap, suositus | 1,5 (0,059) | 1,5 (0,059) | 1 (0,039) | 1 (0,039) | |
| ap enint. | 2,5 (0,098) | 3 (0,118) | 1,5 (0,059) | 1,5 (0,059) | |
| KAPR | 25 | 30 | 120 | 115 | |
| RMPX | 10 | 15 | 10 | 15 |
B-tyypin CP-B11xx-xxx
 | SBW/EBW | SFW | EFW | |
| fn väh. | 0,3 (0,0118) | 0,2 (0,0079) | 0,2 (0,0079) | |
|
fn, suositus | 0,6 (0,0236) | 0,3 (0,0118) | 0,35 (0,0138) | |
|
fn enint. | 1,2 (0,0472) | 0,6 (0,0236) | 0,6 (0,0236) | |
| ap väh. | 0,5 (0,020) | 0,5 (0,020) | 0,5 (0,020) | |
| ap, suositus | 2 (0,079) | 2 (0,079) | 2 (0,079) | |
| ap enint. | 4 (0,157) | 3 (0,118) | 3 (0,118) | |
| KAPR | 25 | 95 | 95 | |
| RMPX | 23 | 23 | 23 |
PrimeTurning™-ratkaisun käyttöalueet
Ulkosorvaus
Soveltuu parhaiten lyhyille ja pienikokoisille työkappaleille sekä kärkipylkkää käytettäessä kapeille työkappaleille
Soveltuu |
Ei sovellu |
| Lyhyet ja pienikokoiset työkappaleet | Kärkipylkättömät työkappaleet |

|

|
| |
|
| Kärkipylkälliset työkappaleet | |
|
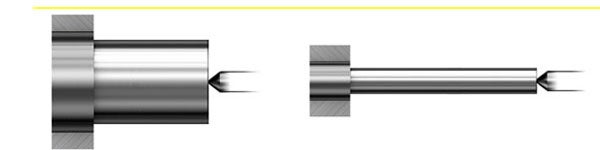
Vähimmäishalkaisija
Terän ja pitimien päästön takia alle D min3:n halkaisijalla on vaikeaa aloittaa suuntaan EBW (pääty taaksepäin). Rajoitteita ei kuitenkaan ole perinteistä EFW (pääty eteenpäin) ‑suuntaa käytettäessä.
|
|
D min3 | |
| | EBW | EFW |
| A-tyyppi |
30 (1,18") |
0 |
|
B-tyyppi |
30 (1,18") |
0 |
Sisäsorvaus
CoroTurn® Prime SL ‑teräpäitä voidaan käyttää yli 40 mm:n (1,575 tuuman) halkaisijoiden ja enintään 8–10×D:n vapaapituuksien sisäsorvauksessa
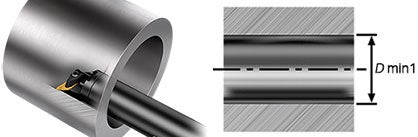
Varmista optimaalinen suorituskyky ja vältä ongelmat ottamalla huomioon Dmin käyttäessäsi Silent Tools™ -sorvauspuomeja. Tangentiaalinen ja säteittäinen taipuma, johon vaikuttavat tangon rakenne, ylitys ja lastuamisvoima, voi johtaa välyksen menetykseen.
Kohokohdat

Optimoi työstöratasi
CoroPlus® Tool Path -ohjelmaa on päivitetty useilla uusilla ominaisuuksilla, jotka takaavat PrimeTurning™-menetelmän maksimituottavuuden. Kokeile CoroPlus® Tool Path -ohjelmaa kuukauden ajan ilmaiseksi ja totea hyödyt!

Geometria taottavien materiaalien viimeistelyyn
Geometria -L4 on optimoitu vähähiilisen ja erittäin lujan teräksen, ruostumattoman duplex-teräksen sekä titaanin koneistukseen pienellä tai keskinopealla syötöllä. Geometrian avulla voidaan varmistaa huipputason tuottavuus myös pienemmällä syötöllä, koska sen ansiosta voidaan käyttää suurempaa lastuamisnopeutta ja/tai koska se voi pidentää työkalujen kestoikää perinteiseen sorvaukseen verrattuna.

Geometria vaikeille materiaaleille
Lastunhallinta on perinteisesti vaikeaa niukkahiilisissä ja suurlujuusteräksissä. Näiden materiaalien sorvaukseen optimoitu -H3-geometria jättää lastunhallintaongelmat historiaan.
Liity meihin. Pysy ajan tasalla.
Tilaa uutiskirje jo tänään

Sandvik Coromant Finland
+358942451675