
CoroCut® QF
Varmaa aksiaalipistoa
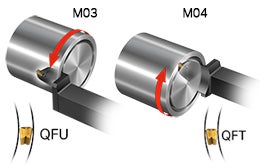
Karan pyörimissuunta (myötä- vai vastapäivään)
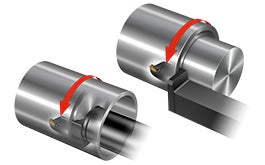
A- vai B-malli
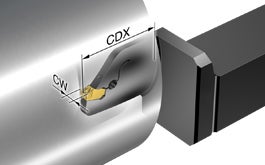
Terän leveys
Käytä leveintä mahdollista terää ja pidintä. Mitä leveämpi pidin, sitä parempi jäykkyys ja tukevuus.
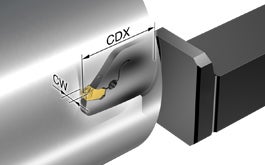
Maks. lastuamissyvyys (CDX)
Valitse työkalun lastuamissyvyys (CDX) aina mahdollisimman pieneksi, jolloin tukevuus on maksimaalinen.




Käytännön vinkkejä
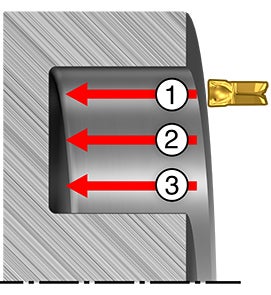
Aksiaalipistomenetelmät
Aksiaalipistoon on tarjolla tilanteesta riippuen muutama eri strategia.
Tutustu esimerkiksi rouhintaan aksiaalisella syötöllä tai sivusuunnassa, viimeistelymenetelmiin sekä syvien urien koneistukseen.
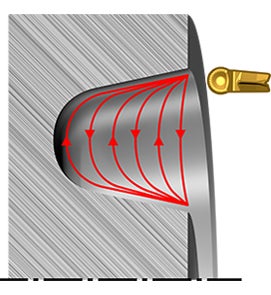
Muotosorvaus epälineaarisella työstöradalla
Muotosorvauksessa epälineaarisella työstöradalla käytetään koko teräsärmää ja terän ja työkappaleen välinen kosketuskohta muuttuu jatkuvasti. Menetelmän etuja ovat optimaalinen lastunhallinta, terän tasainen kuluminen ja jännitysten eliminoituminen.

Tarkat nestesuuttimet
Tarkoilla lastuamisnestesuuttimilla varustettuja aksiaalipistotyökaluja kannattaa käyttää, vaikka koneesi pumppu ei tuottaisikaan 7–10 baaria (102–145 psi) korkeampia paineita.Tarkat nestesuihkut tehostavat lastunpoistoa ja ehkäisevät lastujen jumiutumista uraan.
Mitä suurempi lastuamisnesteen paine on (maks. 80 bar, 1160 psi), sitä tehokkaampaa lastunhallinta ja -poisto on.
Suositukset
|
Lastuamisleveys (CW),
mm (in) |
Maks. lastuamissyvyys (CDX),
mm (in) |
Ensimmäisen piston min. halkaisija (DAXIN), mm (in) |
Min. nirkonsäde, mm (in) |
| 3 (0.118) | 20–30 (0.79–1.18) | 30 (1.18) | 0.2 (0.008) |
| 4 (0.157) | 22–38 (0.87–1.50) | 30 (1.18) | 0.2 (0.008) |
| 6 (0.236) | 26–38 (1.02–1.50) | 45 (1.77) | 0.4 (0.016) |
| 8 (0.315) | 33–50 (1.30–1.97) | 60 (2.36) | 0.8 (0.031) |
Ensisijaiset terälaadut ja -geometriat

|

|

|

|
|
| Työkappaleen materiaali | Syvät ja leveät urat | Syvät ja kapeat urat | Takeiden viimeistely | Muotosorvaus |
| ISO P | -TF GC1125 | -TF GC1145 | -TF GC1125 | -RM GC1125 |
| ISO M | -TF GC1135 | -TF GC1145 | -TF GC1125 | -RM GC1135 |
| ISO K | -TF GC1135 | -TF GC1135 | -TF GC1135 | -RM GC1135 |
| ISO N | -GF H10F | -GF H10F | -GF H10F | -RM GC1105 |
| ISO S | -GF GC1105 | -GF GC1125 | -TF GC1125 | -RM GC1105 |
- -TF-geometria sopii erinomaisesti yleiseen uransorvaukseen aksiaali- ja sivuttaissyötöllä
- Hiottu -GF-geometria takaa tarkan uran ja toistettavuuden. Tarkoitettu pääasiassa aksiaalisyöttöön. -GF sopii viimeistelyyn sivuttaisella syötöllä, mutta sitä ei suositella yleisesti sivuttain sorvaukseen.
- -RM-geometria on tarkoitettu muotosorvaukseen sekä aksiaali- että sivuttaissyötöllä. Pyöreitä teriä ei suositella täysleveiden urien sorvaukseen aksiaalisyötöllä
Koodiavain
QS™-varret ja varsimallit
| QF | T | - | R | F | H | 30 | C | 2525 | - | 030 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- Tuoteperhe
- Karan pyörimissuunta
T – myötäpäivään
U – vastapäivään - Työkalun kätisyys
R – oikeakätinen
L – vasenkätinen
- Pidinmalli
F – 0º
G – 90º - Teräsijan koko
G – 3 mm
H – 4 mm
K – 6 mm
L – 8 mm - Maksimilastuamissyvyys (CDX)
- Läpijäähdytys
- Varren mitat
2525 – 25 x 25 mm
16 – 16/16 in
3232 – 32 x 32 mm - Ensimmäisen piston minimihalkaisija, mm (DAXIN)
- Työkalun malli
A – sisäpuoliseen koneistukseen
B – pisto navan ympäri
CoroTurn® SL -teräpäät
| SL | - | QF | T | - | R | H | 20 | C | 32 | - | 030 | A |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- Kiinnitys
SL - Tuoteperhe
- Karan pyörimissuunta
T – myötäpäivään
U – vastapäivään
- Työkalun kätisyys
R – oikeakätinen
L – vasenkätinen - Teräsijan koko
G – 3 mm
H – 4 mm
K – 6 mm - Maksimilastuamissyvyys (CDX)
- Lastuamisneste
C – tarkat nestesuihkut - Varren mitat
2525 – 25 x 25 mm
16 – 16/16 in - Ensimmäisen piston minimihalkaisija, mm (DAXIN)
- Työkalun malli
A – sisäpuoliseen koneistukseen
B – pisto navan ympäri
Coromant Capto®
| C6 | - | QF | T | - | R | K | 32 | C | - | 220 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
- Kiinnityskoko
C = Coromant Capto
CZZMS DCON
C5 50 mm
C6 63 mm
C8 80 mm - Tuoteperhe
- Karan pyörimissuunta
T – Kara pyörii myötäpäivään
U – Kara pyörii vastapäivään
- Kätisyys
R – oikea
L – vasen - Teräsijan koko
K – 6 mm
L – 8 mm - Maksimilastuamissyvyys (CDX)
- Läpijäähdytys
- Ensimmäisen piston minimihalkaisija, mm (DAXIN)
- Työkalun malli
A – Sisäpuoliseen koneistukseen
B – Pistoon navan ympäri
Terät
| QF | T | - | H | - | 0400 | - | 04 | - | TF |
| 1 | 2 | 3 | 4 | 5 | 6 |
- Tuoteperhe
- Karan pyörimissuunta
T – myötäpäivään
U – vastapäivään
- Teräsijan koko
G – 3 mm
H – 4 mm
K – 6 mm
L – 8 mm - Terän leveys (CW)
0400 – 4 mm
0300 – 3 mm
- Terän nirkonsäde
02 – 0.20 mm
03 – 0.30 mm
04 – 0.40 mm
08 – 0.80 mm - Terägeometria
TF – uransorvaukseen ja sivuttain sorvaukseen
GF – hiottu uransorvaukseen
RM – muotosorvaukseen
Liity meihin. Pysy ajan tasalla.
Tilaa uutiskirje jo tänään

Sandvik Coromant Finland
+358942451675