
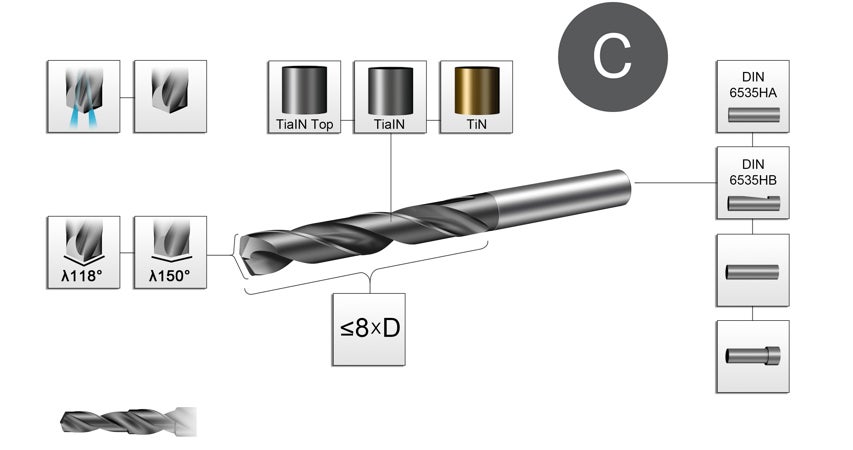
CoroDrill 460
Versatile high-performance solid carbide drill that can be used across a wide range of materials. With one drill for all materials, stock holding can be reduced and greater machine flexibility is offered leading to reduced set-up time.
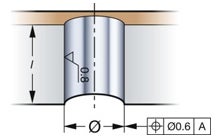
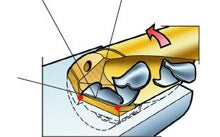
The hole
The three most basic parameters for the hole are: The hole type and required precision affect tool choice. Drilling can be affected by irregular or angled entry/ exit surfaces and by cross holes.

The component
When the hole is analyzed, have a look at the workpiece material, component shape and quantity

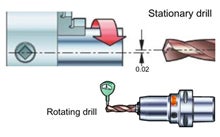
The machine
The machine influences: Always consider:
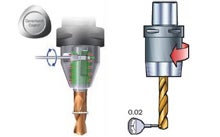
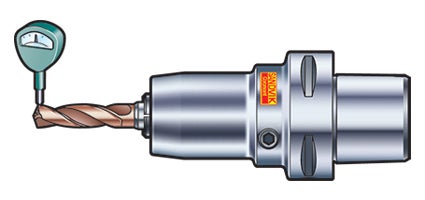
Tool holding
Productivity is not only influenced by grade and geometry, but also by the ability to clamp the tool securely and precisely. For best stability and hole quality always use Coromant Capto or CoroChuck 930 with the shortest possible drill and overhang.

Application tips


Lähtökohdat
Lastuamisnopeus on porattavan aineen kovuuden ohella tärkein terän kestoikään ja tehontarpeeseen vaikuttava tekijä.

Näin koneistat korkealaatuisia reikiä
Hyvälaatuisten reikien valmistus voi vaatia tavanomaista tarkempaa huomiota. Seuraavassa on käytännön ohjeita ja vinkkejä, joilla pääset nopeasti alkuun.

Kunnostus
Kunnosta pyöreät työkalusi ja saavuta merkittäviä kustannussäästöjä kunnostuspalvelumme avulla.
Recommendations
- It is recommended to use hydraulic precision chucks
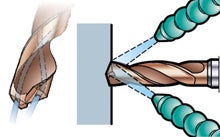
- It is recommended to use internal coolant, minimum recommended pressure 10 bar (145 psi)
CoroChuck™ 930 For highest clamping force and precision
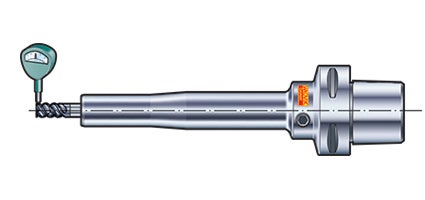
CoroChuck™ 930 pencil type For improved accessibility
Product range
| Length/diameter ratio | Drill diameter, mm (inch) | Coolant | Geometry | Shank type | Grade |
| 2-3 | 3-20 (0.118-0.787) | Internal/external | -XM | DIN 6535 HA | GC34 |
| 4-5 | 3-20 (0.118-0.787) | Internal/external | -XM | DIN 6535 HA | GC34 |
| 7-8 | 3-20 (0.118-0.787) | Internal | -XM | Coromant standard | GC34 |
Customized solutions
|
Drill type 1 
|
|
Drill type 2 
|
|
Drill type 4 
|
|
Drill type 5 
|
|
Drill type 6 
|
Liity meihin. Pysy ajan tasalla.
Tilaa uutiskirje jo tänään

Sandvik Coromant Finland
+358942451675