
Luuruuvien koneistus
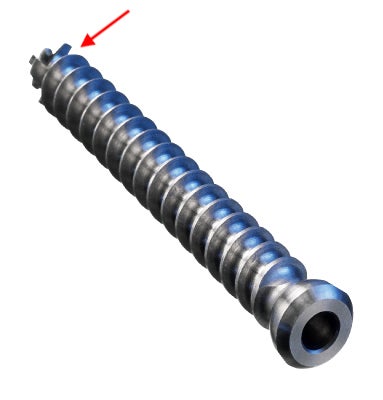
Koneistushaasteena on välttää jäysteiden muodostumista kärjen jyrsittyihin osiin kierteiden kuorinnan yhteydessä.
Edut
- Hyvä pinnankarheus
- Varma prosessi
Koneistusratkaisu
- Kärjen sorvaus
- Urien jyrsintä
- Kärjen kierteiden kuorinta (lisätietoja alla)
- Jäysteenpoisto jyrsimellä
- Kierteiden kuorinta valmiiksi
Koneistusratkaisu – kärjen kierteiden kuorinta
Kappalemuotoja
- Koneistusvinkki
- Kierteen koneistus
- Pallon koneistus
Pitkään ja hoikkaan kappaleeseen kannattaa koneistaa kierre kuorimalla, jotta vältetään taipumat ja värinät.
Kierteen laatu on haaste, kun kuorinnassa käytetään suuria syöttöjä. Tasaiset kohdat ovat yleinen ongelma.
Jos kierteen halkaisija muuttuu, myös kuorintapään asetuskulmaa on muutettava. Käytä laskinta oikeiden arvojen ohjelmointiin.
Jokaisessa kierteiden kuorintaan tarkoitetussa karassa on yksikön kokorajoituksista johtuen alennusvaihde. Muista ottaa tämä huomioon. Ohjelmoitu karanopeus ei ole todellinen teho.?? Esimerkkitapauksessa alennus oli 50 %.
Edut
- Hyvä pinnankarheus
- Hyvämittatarkkuus
- Varma prosessi
- Tuottava
Koneistusratkaisu (esimerkki)
| 50 mm (1.969 tuumaa) |
| 6 mm (0.236 tuumaa) |
| 4.90 mm (0.193 tuumaa) |
| 1.625 mm (0.064 tuumaa) |
Koneistusratkaisu – kierteiden kuorinta
Alla olevilla lastuamisarvoilla saadaan hyvä lastuamisprosessi melutason nousematta liian
korkeaksi. Suurempia arvoja voidaan käyttää, mutta melutaso
nousee nopeasti, kun viisteitä?? muodostuu.

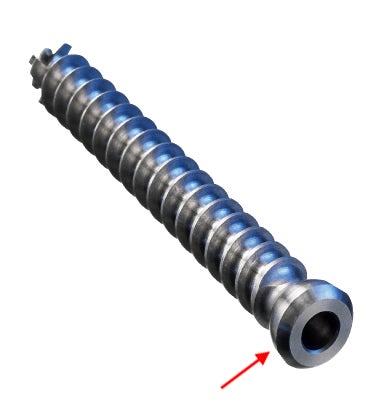
Koneistusratkaisu – kanta
- Kannan etupinnan sorvaus
- Kannan takapinnan rouhinta
- Kannan takapinnan viimeistely
- Katkaisu
Edut
- Lastunhallinta
- Varma prosessi
Vinkkejä kierteiden kuorintaan
Kierteiden kuorintatyökalut Noudata työkalun kokoamisessa seuraavia ohjeita: Tarkista,... chevron_right
Nivelpallo
Kartioreiän koneistuksen haasteet liittyvät pinnankarheusvaatimusten saavuttamiseen,... chevron_right
Kierteiden kuorinta
Kierteiden kuorinta muistuttaa kierrejyrsintää. Erona on, että terät on kiinnitetty... chevron_right
Sorvausjyrsintä
Mitä on sorvausjyrsintä? Sorvausjyrsintä määritellään koneistusmenetelmäksi, jossa... chevron_right
