
Machining with long overhangs – Considerations

When machining with long overhangs, from tool diameter 4 x D, vibration will start to become an issue. It is not possible to avoid vibration entirely in metal cutting operations, but there are various ways to reduce it.
Dampened boring bars

Vibration is often the limiting parameter in gaining high output in the machine, e.g. turning down speed, feed and depth of cut. Dampened boring bars are designed to minimize vibrations through a dampener inside the tool body.
By using dampened boring bars, you can increase the cutting parameters and at the same time get a more secure and vibration-free process with close tolerances, good surface and much higher metal removal rate, which, in summary, gives you a lower cost per component.
The majority use dampened boring bars for long overhangs and poor accessibility. However, great productivity increases and surface quality improvements are to be gained even for shorter overhangs (over 4 x D).
Whether you increase your metal removal, improve your surface finish, secure your process or reduce your production costs, you will certainly enjoy the silence.
Considerations for cylindrical shanks
- Use holders with at least 4 x D clamping with a split boring bar design—preferably with CoroChuck® 935
- Use a split cap clamping on the saddle for at least 4 x D
- The moment of the boring bar needs to be considered
- A counterweight might be needed depending on the diameter/overhang

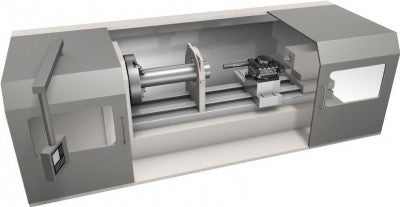
Machining with long overhangs in flatbed lathes
In flatbed lathes, internal machining using a steady rest and long boring bars is typical. Use dampened boring bars to minimize vibrations, reducing the need for special boring heads with support pads. Dampened boring bars can be mounted on the turret or in the tailstock positions.
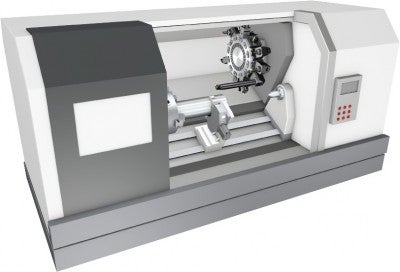
Machining with long overhangs in turning centers
In turning centers, long boring bars create extra issues with vibration, as well as collision risks when other tools are being used. By using dampened boring bars, these potential problems can turn into a competitive advantage.
For long boring bars, go for the largest Coromant Capto® size possible to get maximum stability from the coupling flange. External clamping units do not need to be the same size, as they are different tools anyway.
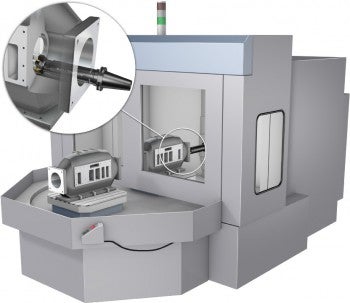
Machining with long overhangs in horizontal multi-task machines
It is common on larger horizontal multi-task machines to have long bores to be machined. Machines have adopted separate loading stations for longer boring bars than the normal magazine can handle. These boring bars are also available with ATC (automatic tool change) so that different cutting heads can be stored in the normal magazine.

Machining with long overhangs in machining centers
With the combination of two lengths of machine interface adapters and three lengths of dampened arbor milling adapters, getting the optimized length is simple with this modular solution.
There are three considerations to take into account regarding clearance when using a dampened milling cutter.

a

b

c
a) Assembly with oversized cutter: clearance all the way
b) Assembly with nominal cutter diameter and undersized shank adapter: clearance along the undersized shank
c) Assembly with nominal cutter: no clearance
| Shank diameter, mm (inch) | Oversized cutter diameter, mm (inch) | |
| C3 | 32 (1.260) | 36 (1.417) |
| C4 | 40 (1.575) | 44 (1.732) |
| C5 | 50 (1.968) | 54 (2.126) |
| C6 | 63 (2.480) | 66 (2.598) |
| C8 | 80 (3.150) | 84 (3.307) |
| Nominal cutter diameter mm (inch) | Shank diameter, mm (inch) | |
| C4 | 40 (1.575) | 38 (1.496) |
| C5 | 50 (1.968) | 47.5 (1.870) |
| C6 | 63 (2.480) | 60 (2.362) |
| C8 | 80 (3.150) | 76 (2.992) |
| C10 | 100 (3.937) | 95 (3.740) |
Turning
Product overview Selection of boring bar has a big impact on production economy.... chevron_right
Tool set-up
Good quality in turning is mainly dependent upon the tool system and how it is used... chevron_right
Application guide
Silent Tools has long been the trademark for tool holders, designed to minimize vibration... chevron_right
Silent Tools™ for boring
Problems that originate from vibration are frequently encountered in boring and other... chevron_right
