
Best practice - Connecting ring
The wind turbine tower can be as tall as 90 meters and carries the nacelle and the rotor. Most large wind turbine towers come with tubular steel sections of 20-30 meters.
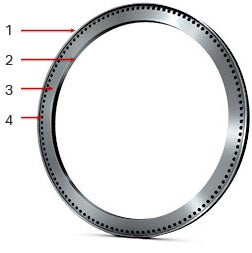
The tube sections are bolted together by connecting rings – one at each end of the section. Typically six to eight connecting rings are used in a wind turbine tower.
Common connecting ring
- Forged (seamless) or made from bars with a welded joint
- Typical material: Low carbon steel (CMC01.2).
- 6-8 rings/tower
- Diameter of 3,000 – 9,000 mm (118.110 - 354.30 inch)
- Typical thickness: >100 mm (3.937 inch)
- Numerous holes
- Machining operations: turning, drilling
Machining operation overview:
- Outer diameter (OD)
- Inner diameter (ID)
- Facing
- Outer diameter (OD)
- Inner diameter (ID)
- Facing
3. Drilling

- Turning - (OD)
- Turning - (ID)
- Turning - Facing
- Drilling
Workpiece
- Diameter: 4,000 mm (157.480 inch)
- Material: Low carbon steel (CMC01.2). Forged skin.
- Machine: Vertical lathe
- Coolant: Dry machining
- Production rate: 9,600 components per year
- Objective: Productivity increase
| Holder | PCLNR 3232-19 | PCLNR 3232-19 |
| Insert | CNMM 190624-HR | CNMM 190624 R7 |
| Grade | GC4225 | |
| Depth of cut (ap) | 10 mm (.394 inch) | 10 mm (.394 inch) |
| Cutting speed (Vc) | 150 m/min (492.125 feet/min) | 195 m/min (639.762 feet/min) |
| Feed (fn) | 1.33 mm/rev (.0524 inch/rev) | 0.85 mm/rev (.0335 inch/rev) |
Turning - Roughing
The T-MAX® P concept encapsulates the contributions of productive turning. The geometries are carefully designed for perfect chip breaking. Metal removal at high feeds and in dry conditions is made possible with state-of-the-art grades for your application.
To optimize productivity with better precision and stability – use Coromant Capto® tool holding system. The modular system is equally effective in turning, milling, drilling, and boring.
The same cutting units and adapters can be used in different applications and machines, which makes it possible to standardize on one tooling system giving substantial reduction of inventory.
Productivity increase: 19%
Time saved/year: 2,506 hours
Savings/year: € 178,358
| Depth of cut (ap) | 2-6 mm (.079-.236 inch) | 1-5 mm (.394-.197 inch) |
| Cutting speed(Vc) | 150-200 m/min (492.125-656.166 feet/min) | 150-200 m/min (492.125-656.166 feet/min) |
| Feed (fn) | 0.4-1.0 mm/rev .0157-.0399 inch/rev) | 0.25-0.5 mm/rev (.010-020 inch/rev) |
Turning - Finishing
A Coromant Capto holder is also the first choice for the finishing operation. Combine with a GC4215 grade for best productivity.
A CNMM 190624-PR will give you optimal productivity with high feeds and good chip control. If your machine requires lower feeds however, a CNMG 190616-PM is recommended.
Workpiece
- Machine: Vertical machining center, double spindle
- Spindle interface: ISO 50 taper
- Coolant: Internal coolant 10%
- Number of holes per ring: 60
- Production rate: 240,000 holes per year/4000 pieces per year
- Objective: Productivity increase
| Hole diameter | 45 mm (1.772 inch) | 45 mm (1.772 inch) |
| Hole depth | 158 mm (6.2204 inch) | 158 mm (6.2204 inch) |
| Cutting tool | 880-D4500L50-04 | |
| Insert | 880-0805W10H-P-LM 4024 880-080508H-C-LM 1044 | |
| Cutting speed (Vc) | 320 m/mm (12.598 inch) | 250 m/mm (9.842 inch) |
| Feed (fn) | 0.12 mm/rev (0.005 inch/rev) | 0.1 mm/rev (0.004 inch/rev) |
Top of page
Drilling
Just by exchanging a conventional drill with a CoroDrill 880, you can double the number of drilled holes in the same amount of time.
Its step technology gives outstanding cutting force balance, providing significant improvements on productivity as well as hole quality.
This, in combination with high performance grades, makes it outstanding when it comes to rapid hole making.
Productivity increase: 53%
Time saved/year: 1,253 hours
Savings/year: € 100,156
