
QS™ Micro-Werkzeugsystem
Optimieren der Kleinteilfertigung
Programmübersicht
Schneidköpfe
| Produktfamilie | Kupplungsgröße | Plattengröße | Ausführung |
| CoroCut® XS | QSM 12, QSM 16 | 3 | L, R |
| CoroThread® 266 | QSM 12, QSM 16 | 16 | L, R |
| CoroCut® 2 | QSM 12, QSM 16 | E, F, G | L, R |
| CoroTurn® 107 | QSM 12, QSM 16 | CCMT 06/09, DCMT 07/11, VCMT/VBMT 11 | L, R, N |
Schaftadapter
| Produktfamilie | Kupplungsgröße | Schafthöhe | Schaftbreite |
| QS™ Micro | QSM 12, QSM 16 | 10–20 mm 6/16–12/16 Zoll | 11–20 mm 6/16–12/16 Zoll |
Produktcodes
Schaftadapter

1. Name Produktfamilie
HOLDING QSM – QS™ Micro
2. Kupplungsgröße
12/16
3. Ausführung
N/R/L
4. Schaftgröße
Metrisch: 1012/1212/1616/2020 (mm)
Zoll: 06/08/10/12 (1/16")
Schneidköpfe – CoroCut® XS, CoroThread® 266 und CoroTurn® 107

1. Name Produktfamilie
HOLDING QSM – QS™ Micro
2. Kupplungsgröße
12/16
3. Ausführung
Siehe Produktfamilien-Bestellnummernschlüssel
4. Schaftgröße
Siehe Produktfamilien-Bestellnummernschlüssel
Schneidköpfe – CoroCut® 2

1. Produktbereich
2. Produktfamilie
3. Produktanwendung (TPC)
4. Typ der Maschinenkupplung
5. Größe der Maschinenkupplung
6. Werkzeugausführung
7. Merkmale der Produktfamilie
Anwendung
- Der Schaftadapter kann sowohl für rechts- als auch für linkshändige Werkzeuge verwendet werden. Er muss nur um 180 Grad gedreht werden.
- Wenn ein Drehkopf in einem Adapter montiert ist, wird die Stellschraube mit einem Drehmoment von 4 Nm (2,95 lb/ft) angezogen. Kontrollieren Sie regelmäßig, ob die Schraube abgenutzt ist. Wenn ja, ersetzen Sie sie. Die Schraube ist separat erhältlich.
- Wenn das Werkzeug in eine Maschine eingebaut wird, muss die Schneidenposition in radialer, axialer und höhenmäßiger Hinsicht kontrolliert werden. HF/LF/WF-Werte können je nach Drehkopf und Schaftadapter variieren.
- Das Kühlmittel kann hinten und seitlich am Schaftadapter mit einem M6-Gewindeanschluss angeschlossen werden.

Sortiment
| Bestellnummer | Maschinenseitige Montage |
| QS-HP80-M6-NPT18-1 | NPT 1/8 Zoll |
| QS-HP80-M6-G18-1 | G 1/8 Zoll (BSPP) |
| QS-HP80-M6-R18-1 | R 1/8 Zoll (BSPT) |
| QS-HP80-M6-AN3-1 | AN - 3 |
| QS-HP80-M6-AN4-1 | AN - 4 |
| QS-HP80-M6-M10-1 | M10x1,5 |
| QS-HP80-PTFE | Ersatzschlauch |
| QS-HP100-M6-AN4-A | Kühlschmierstoffadapter |
Programm - Lagerhaltige Sonderwerkzeuge
| Bestellnummer | Maschinenseitige Montage |
| QS-HP250-M6-NPT18-S | NPT 1/8 Zoll |
| QS-HP250-M6-G18-S | G 1/8 Zoll (BSPP) |
| QS-HP250-M6-R18-S | R 1/8 Zoll (BSPT) |
| QS-HP250-M6-AN3-S | AN - 3 |
| QS-HP250-M6-AN4-S | AN - 4 |
| QS-HP250-M6-M10-S | M10x1,5 |
Anmerkung: Das QS™ Micro lagerhaltige Sondersortiment ist nicht online erhältlich. Für eine Bestellung wenden Sie sich bitte an Ihren Sandvik Coromant Ansprechpartner.
Maximaler Stangendurchmesser bei der Y-Achsen-Bearbeitung
Abhängig von der Position des QS™ Micro Y-Achsen-Werkzeugs und der benachbarten Werkzeuge muss der maximale Durchmesser der Werkstückstange berücksichtigt werden.
Wenn das Y-Achsen-Werkzeug den gleichen Überhang hat wie die normalen Nachbarwerkzeuge, muss Folgendes beachtet werden.
- Der maximale Stangendurchmesser (db) darf den Abstand zwischen zwei Schneidpunkten (A) -2 mm (-0,079 Zoll) (1 mm (0,039 Zoll) nicht überschreiten (Sicherheitsabstand für jede Seite)
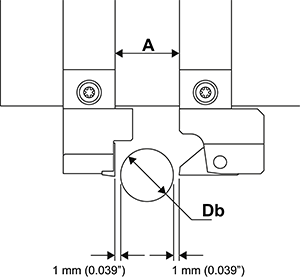
- Der maximale Stangendurchmesser (db) verringert sich erheblich, wenn das benachbarte Werkzeug ebenfalls ein Y-Achsen-Werkzeug ist. Daher empfehlen wir nicht, ein Y-Achsen-Werkzeug im benachbarten Steckplatz einzusetzen.
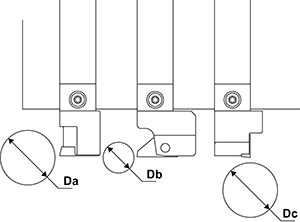
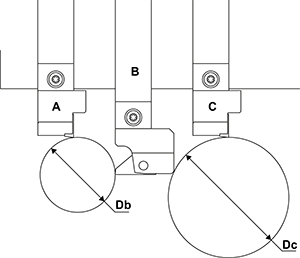
Wenn das Y-Achsen-Werkzeug (B) einen längeren Überhang hat als die normalen Nachbarwerkzeuge, muss der maximale Stangendurchmesser (db) entsprechend der tatsächlichen Position der Werkzeuge und der Konstruktion der Gangplatte in der Maschine berechnet werden.
Darüber hinaus sind zwei Faktoren zu berücksichtigen.
- Db-Wert im Verhältnis zu Werkzeug A und dem Werkzeug der Y-Achse
- DC-Wert in Bezug auf die Rückseite des Y-Achsen-Werkzeugs und des Werkzeugs C
Anmelden und auf dem Laufenden bleiben.
Registrieren Sie sich noch heute für unseren Newsletter

Sandvik Tooling Deutschland GmbH - Geschäftsbereich Coromant
+4921141873489