

Knochenschrauben, Implantate, Vorschubspindeln und andere Mikrokomponenten erfordern Techniken, mit deren Hilfe spezielle Gewindeformen rasch und mit engen Toleranzen hergestellt werden können.
CoroMill® 325 Wendeschneidplatten und Halter für das Gewindewirbeln bieten die Antwort auf diese Anforderungen und sind mit einer großen Anzahl von Langdrehautomaten und Wirbelmaschinen kompatibel. Sie können in lange, schlanke Rohlinge mit hoher Drehzahl Gewinde schneiden, ohne dass eine spezielle Gewindewirbelmaschine erforderlich ist.
Vorteile
- Erhöhte Produktivität
- Spankontrolle
- Längere Standzeit
- Kostensparend
- Gewinde hoher Qualität
- Eine Sorte für alle Werkstoffe
Merkmale
- Kompatibel mit vielen Langdrehern und Spindeln
- Tiefe Gewinde werden leicht hergestellt
- Kein zusätzlicher Schlichtdurchgang erforderlich
- Optimiert für Titan und rostfreien Stahl
- Rohlinge und vorgefertigte Designs für eigene, spezifische Profile erhältlich
Anwendung
Typische Werkstücke
- Knochenschrauben
- Wirbelsäulenschrauben
- Zahnimplantate
- Andere lange, schlanke Werkstücke
Typische Werkstoffe
- Titan
- Rostfreier Stahl
Werkstoffe



Die geeigneten Werkstoffe umfassen rostfreien Stahl, Nichteisenlegierungen und Titan. Andere Werkstoffe lassen sich jedoch ebenfalls bearbeiten. Weitere Informationen erhalten Sie von Ihrem Sandvik Coropmant Ansprechpartner.
Produktangebot
Wirbelringe für Langdreher verschiedener Hersteller:
- Citizen
- DMG MORI
- Doosan
- Goodway
- Hanwha
- Nexturn
- Star
- Tornos
- Tsugami

Wendeplatten für Standard- und Sondergewinde
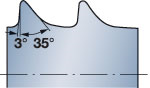
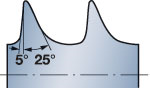
Standardwendeplatten zum Wirbeln von HA- und HB-Gewinden sind auf Lager. Diese Gewindeformen haben spezielle Abmessungen und Toleranzen für Knochenschrauben und andere Implantate. Zusätzlich kann jedes beliebige Gewindeprofil, das in den Wendeplattenrohling passt, als kundenspezifische Lösung angeboten werden. Weitere Informationen erhalten Sie von Ihrem Sandvik Coromant Ansprechpartner.
HA-Gewinde
HB-Gewinde
Empfehlungen
Anleitung - Schritt-für-Schritt
- Gewindewirbelwerkzeug und Bauteil in dieselbe Richtung drehen (Gleichlauffräsen) für größtmögliche Standzeit
- Gewindewirbelwerkzeug bei aktueller Schnittgeschwindigkeit drehen
- Werkstück mit der auf die Drehzahl des Werkzeugs abgestimmte niedrige Schnittgeschwindigkeit rotieren, um den gewünschten Zahnvorschub zu erhalten. Koordination des Gewindewirbelwerkzeugs mit der Rotation des Bauteils für beste Oberfläche und Produktivität
- Suchen Sie das geeignete Gewindewirbelwerkzeug für Ihren Antrieb und eine passende Wendeschneidplatte für das gewünschte Gewinde aus
- Gewindewirbelwerkzeug an der Wirbeleinheit montieren und die Wendeschneidplatten einsetzen
- Werkzeugneigung auf den Steigungswinkel des Gewindes einstellen und Werkzeugmitte in die Nullstellung (X=0, Y=0) bringen
- Außermittigkeit des Rings im Verhältnis zum gewünschten Gewindedurchmesser programmieren
- Beliebige Schraubenspitze drehen und fräsen
- Mit dem Gewindewirbeln beginnen
- Vorschub auf die Drehzahl des Werkstücks anpassen, um das gewünschte Gewinde zu erhalten.
CoroMill® 327
Ein vielseitiger Fräser, der zur Herstellung unterschiedlicher Nuten, Gewinde und... chevron_right
Wellen
Getriebewellenkomponenten gibt es in vielen verschiedenen Formen und werden überwiegend... chevron_right
Lösungen für Kurbelwellen
Sandvik Coromant verfügt über ein umfangreiches und komplettes Angebot für die Kurbelwellenbearbeitung... chevron_right
CoroMill® Plura Vollhartmetall-Schaftfräser zum Gewindefräsen R217
Einsatzbereich Produktangebot Vorteile und Eigenschaften Jede Gewindetoleranz,... chevron_right
