
CoroCut® 2
Neues Konzept, größerer Nutzen
Kundenbeispiel
Längere Standzeit
Standzeit
Kosten pro Teil
| Bestandteil: | Oberer Schaft |
| Branche: | Automobil |
| Material: | P1.2.Z.HT (S45C) |
| Operation: | Abstechen |
| Maschine: | Ace |
Herausforderung: Zur Verbesserung der Standzeit und Reduzierung von Wendeplattenbruchproblemen.
Ergebnis: Mit CoroCut® 2 konnte der Kunde die Standzeit um 130% verlängern.
| Konkurrent | Sandvik Coromant | |
| Werkzeug | - | C2R-RS25-LE08B |
| Schneidplatte | - | C2I-E2N-0200-0002-CM 4425 |
| n, U/min | 2300 | 2600 |
| vc, m/min (ft/min) | 110 (361) | 120 (394) |
| fn, mm/U (Zoll/U) | 0.06 (0.0024) | 0.05 (0.0020) |
| ap, mm (Zoll) | 6 (0.236) | 6 (0.236) |
| Schnittzeit, Sek | 8 | 8 |
| Indizierungskriterien | Gefahr von Schneidplattenbruch | Vorgegebene Standzeit |
| Standzeit, Stück | 350 | 800 |
Kundenbeispiel
Längere Standzeit
Erhöhung der Standzeit
V-Profil

Schienenprofil

| Bestandteil: | Normal geöffnetes Ventil Einlassdichtungsboden |
| Branche: | Elektronik |
| Material: | Edelstahl 304, M1.0.Z.AQ, 200 HB |
| Operation: | Abtrennen |
| Kühlflüssigkeit: | 50 bar Öl außen |
| Maschine: | CNC-Langdrehautomat |
Herausforderung: Wendeplattenbewegung im V-Profil des Kunden infolge zu starker oder zu geringer Schnittgeschwindigkeit.
Ergebnis: Mit CoroCut® 2 Profil-Wendeschneidplatte erhöhte sich die Standzeit um 71% pro Schneidkante.
| Konkurrent | Sandvik Coromant | |
| Werkzeug | - | C2R-RS16-LE17DS |
| Schneidplatte | - | C2I-E2N-0200-0002-CM 1225 |
| n, U/min | 1800 | 1800 |
| fn, mm/U (Zoll/U) | 0.05 (0.002) | 0.05 (0.002) |
| ap, mm (Zoll) | 0.3 (0.012) | 0.3 (0.012) |
| Schnittzeit, Sek | 6 | 6 |
| Grund für Werkzeugwechsel | Vorgegebenes Verschleißkriterium | Vorgegebenes Verschleißkriterium |
| Standzeit, Stück | 700 | 1200 |
Kundenbeispiel
Längere Standzeit
Erhöhung der Standzeit
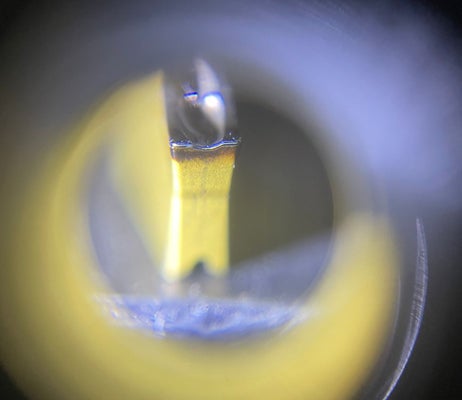
Wendeplattenverschleiß nach 85 Stück

| Bestandteil: | Molarenbecher |
| Branche: | Medizinisch |
| Material: | Kobalt-Chrom Mo-Legierung 310 HB |
| Operation: | Schruppen Drehen |
| Kühlflüssigkeit: | Emulsion, außen |
| Maschine: | Okuma LT2000 |
Herausforderung: Der Kunde wünschte sich eine optimierte RCMT-Leistung. Mitbewerber und Sandvik Coromant machten den Probevergleich.
Ergebnis: Mit der Implementierung von CoroCut® 2 haben wir eine beachtliche Verdoppelung der Leistung pro Schneidkante im Vergleich zu den Wettbewerbern erreicht.
| Konkurrent | Sandvik Coromant | |
| Werkzeug | - | RF123H051-12BM |
| Wendeschneidplatte | - | C2I-H2N-0500-RM 1225 |
| n, U/min | 700 | 700 |
| vc, m/min (ft/min) | 70 (230) | 70 (230) |
| fn, mm/U (Zoll/U) | 0.08–0.3 (0.003–0.012) | 0.08–0.3 (0.003–0.012) |
| ap, mm (Zoll) | 0.75 (0.030) | 0.75 (0.030) |
| Schnittzeit, Sek | 20 | 20 |
| Grund für Werkzeugwechsel | Gefahr von Wendeschneidplattenbruch | Gefahr von Wendeschneidplattenbruch |
| Standzeit, Stück | 30 | 60 |
Kundenbeispiel
Längere Standzeit
Produktivitätssteigerung
Kostensenkung
Medizinische Schraube

| Bestandteil: | Schraube |
| Branche: | Medizinisch |
| Material: | Rostfreier Stahl 40 HRC |
| Operation: | Abtrennen |
| Kühlflüssigkeit: | Kühlschmierstoffnebel |
| Maschine: | Langdreher (Citizen) |
Herausforderung: Zur Erhöhung der Standzeit und Spankontrolle, Reduzierung der Taktzeit und der Kosten pro Bauteil
Ergebnis: Reduzierte Taktzeiten und Stückkosten bei erhöhter Standzeit. Auch die Spankontrolle wurde verbessert.
| Konkurrent | Sandvik Coromant | |
| Werkzeug | - | C2R-QS12-RE11AD |
| Schneidplatte | - | C2I-E2N-0200-0004-GF 1225 |
| n, U/min | 995 | 1393 |
| vc, m/min (ft/min) | 25 (82) | 35 (115) |
| fn, mm/U (Zoll/U) | 0.03 (0.001) | 0.08 (0.003) |
| ap, mm (Zoll) | 4 (0.157) | 4 (0.157) |
| Schnittzeit, Sek | 2 | 1.08 |
| Standzeit, Stück | 700 | 1500 |
Kundenbeispiel
Längere Standzeit
Standzeit

| Bestandteil: | Anschlussstück |
| Branche: | Automobil |
| Material: | M1.0.Z.AQ (304 L) |
| Operation: | 2 mm Abstechen Bauteildurchmesser 11 mm |
| Maschine: | Citizen |
Herausforderung: Der Kunde wollte die Standzeit erhöhen, die Kosten pro Bauteil reduzieren, die Oberflächengüte verbessern und die Gratbildung verringern.
Ergebnis: Mit CoroCut® 2 konnte der Kunde alle Herausforderungen meistern und eine Steigerung der Standzeit um 140% erzielen.
| Konkurrent | Sandvik Coromant | |
| Schneidplatte | - | C2I-E2N-0200-0002-CM1225 |
| n, U/min | 2400 | 2400 |
| vc, m/min (ft/min) | 83 (272) | 83 (272) |
| fz, mm/z (in/z) | 0.03 (0.001) | 0.03 (0.001) |
| ap, mm (Zoll) | 5.5 (0.217) | 5.5 (0.217) |
| Schnittzeit, Sek. | 5 | 5 |
| Indexierungskriterien | Gratbildung | Kein Grat, nomineller Freiflächenverschleiß |
| Standzeit, Stück | 250 | 600 |
Kundenbeispiel
Verbesserte Spankontrolle
Produktivitätssteigerung
Kostensenkung
| Bestandteil: | Kolben für die Bohrung |
| Branche: | Öl- und Gasindustrie |
| Material: | P1.1.Z.HT |
| Operation: | Bearbeitung von 14 Nuten am Außendurchmesser |
| Maschine: | Mazak Quick Turn Nexus 250 |
Herausforderung: Schlechte Spankontrolle führt zu Maschinenverzögerungen und verlangsamt die Produktivität.
Ergebnis: CoroCut® 2 und QS™ system mit Ober- und Unterkühlung sorgen für eine verbesserte Spankontrolle. Der Kunde kann höhere Schnittdaten verwenden und dadurch die Gesamtkosten pro Bauteil reduzieren.
| Konkurrent | Sandvik Coromant | |
| Werkzeug | - | C2R-QSA16-RH25-CB |
| Schneidplatte | - | C2I-H2N-0400-0004-TF 4425 |
| vc, m/min (ft/min) | 152 (500) | 244 (800) |
| fn, mm/U (Zoll/U) | 0.10 (0.004) | 0.15 (0.006) |
| ap, mm (Zoll) | 3.8 (0.150) | 3.8 (0.150) |
| Kühlmittel: | Äußere Kühlschmierstoffzufuhr | Werkzeugdurchgang, oberhalb und unterhalb |
| Standzeit, Stück | 20 | 38 |
Leistung
Sorte GC1225
Erhöhung der Standzeit
GC1125

GC1225

| Bauteil/Segment: | Automobilbauteil |
| Material: | Bearbeitete Ausführung, P2.1.Z.AN, 180 HB |
| Operation: | Außeneinstechen, Schlichten, Emulsion |
Ergebnis: Die Sorte GC1225 erzielte eine um 36% höhere Standzeit im Vergleich zur bisherigen Sorte GC1125.
| GC1125 | GC1225 | |
| Einfügen | N123H2-0400-0004-GF 1125 | C2I-H2N-0400-0004-GF 1225 |
| vc, m/min (ft/min) | 260 (853) | 260 (853) |
| fn, mm/U (Zoll/U) | 0.15 (0.006) | 0.15 (0.006) |
| Standzeit, Stück | 178 | 243 |
Leistung
Werkzeughalter mit Präzisionskühlung
Produktivität
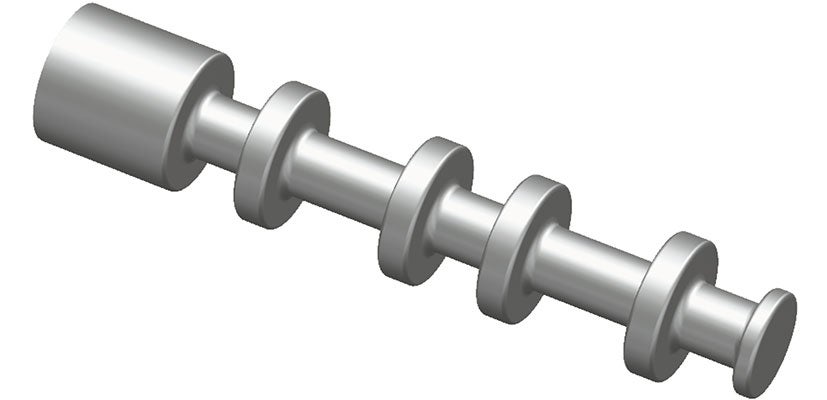
| Bauteil/Segment: | Nockenwelle |
| Material: | 4340 AISI P2.2.Z.AN |
| Operation: | Auskammern (Wellenform-Methode) |
| Maschine: | Okuma LT3000 |
Ergebnis: Die neuen Werkzeughalter liefern höhere Schnittdaten und verfügen über eine wesentlich längere Standzeit.
| Schnappschloss | Schraubspann-System | |
| Werkzeug | RF123J00C16E | C2R-QSA16-RJ25CB |
| Einfügen | N123J2-0600-RM | N123J2-0600-RM |
| n U/min | 1300 | 1300 |
| vc, m/min (ft/min) | Variable | Variable |
| fz mm/U (Zoll/U) | 0.45 (0.018) | 0.55 (0.022) |
| ap mm (Zoll) | 1.2 (0.047) | 1.2 (0.047) |
| Standzeit, Stück | 20 | 20 |
| Ergebnis: | Werkzeughalter muss alle 6-8 Wochen gewechselt werden | Neuer Werkzeughalter hält mindestens 6 Monate |
Anmelden und auf dem Laufenden bleiben.
Registrieren Sie sich noch heute für unseren Newsletter

Sandvik Tooling Deutschland GmbH - Geschäftsbereich Coromant
+4921141873489