
CoroMill® MS60
Echte Vielseitigkeit bei Schulter- und Planfräsbearbeitungen
Programmübersicht
Fräserkörper
| Fräserkörper | Ø | Teilung | Kupplungstyp | Innere Kühlschmierstoffzufuhr |
| Metrisch | 50–100 mm | M - Differential | Fräsdorn | Ja |
| Metrisch | 50–100 mm | H - Differential | Fräsdorn | Ja |
| Zoll | 2.00–4.00 | M - Differential | Fräsdorn | Ja |
| Zoll | 2.00, 3.00, 4.00 | H - Differential | Fräsdorn | Ja |
Wendeschneidplatten
| Wendeschneidplattengröße | Wendeschneidplattengeometrie | Sorte |
| 16 (IC9.6) | M-L50 | GC1130, GC4330, GC1020, GC3330, GC1040 |
| 16 (IC9.6) | M-M40 | GC1130, GC4330, GC1020, GC3330 |
Schnittdaten
hex Empfehlungen
Primärer Anwendungsbereich
| ISO-Anwendungsbereich | hex, mm (Zoll) | hex, mm (Zoll) |
| M-L50 | M-M40 | |
| ISO P | 0.12 (0.06–0.22) 0.0047 (0.0024–.0087) | 0.18 (0.08–0.28) 0.0071 (.0031–.011) |
| ISO K | 0.15 (0.06–0.25) 0.0059 (0.0024–.0098) | 0.22 (0.08–0.33) 0.0087 (0.0031–.013) |
Sekundärer Anwendungsbereich
| ISO-Anwendungsbereich | hex, mm (Zoll) | hex, mm (Zoll) |
| M-L50 | M-M40 | |
| ISO M | 0.10 (0.06–0.16) 0.0039 (0.0024–.0063) | 0.12 (0.08–0.23) 0.0047 (0.0031–0.0091) |
| ISO S (auf Nickelbasis) | 0.10 (0.06–0.14) 0.0039 (0.0024–0.0055) | 0.12 (0.08–0.2) 0.0047 (0.0031–0.0079) |
Schnittgeschwindigkeitsempfehlungen
Primärer Anwendungsbereich
| ISO-Anwendungsbereich | Referenzwerkstoff | Sorte | vc m/min (Fuß/min) |
| ISO P | P2.1.Z.AN | GC1130 | 260 (245–270) 853 (804–886) |
| ISO P | P2.1.Z.AN | GC4330 | 280 (260–285) 919 (853–935) |
| ISO K | K2.2.C.UT | GC1020 | 205 (190–210) 673 (623–689) |
| ISO K | K2.2.C.UT | GC3330 | 230 (210–240) 755 (689–787) |
| ISO K | K2.2.C.UT | GC4330 | 215 (195–220) 705 (640–722) |
Sekundärer Anwendungsbereich
| ISO-Anwendungsbereich | Referenzwerkstoff | Sorte | vc m/min (Fuß/min) |
| ISO M | M1.0.Z.AQ | GC1040 | 170 (160–175) 558 (525–574) |
| ISO M | M1.0.Z.AQ | GC1130 | 170 (160–175) 558 (525-574) |
| ISO S | S2.0.Z0AG | GC1040 | 45 (40–45) 148 (131–148) |
| ISO S | S2.0.Z0AG | GC1130 | 45 (40–45) 148 (131–148) |
Allgemeine Empfehlungen
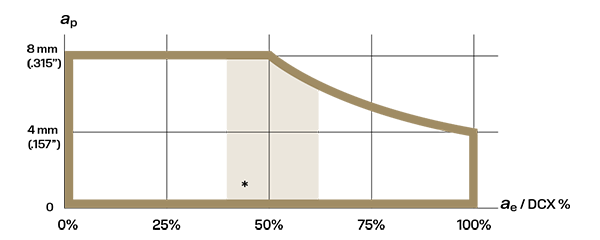
ap vs ae in ISO P und ISO K (primärer Anwendungsbereich)
ap vs ae in ISO M und ISO S (sekundärer Anwendungsbereich)
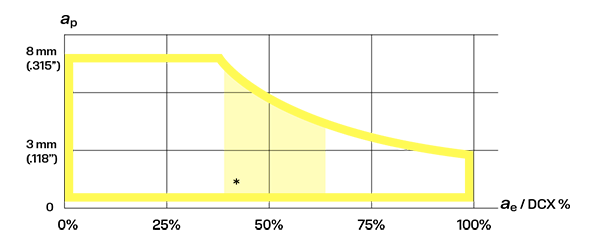
- 33 % bis 66 % ae / DCX werden vermieden, wie es allgemein beim Planfräsen oder Plan- und Schulterfräsen empfohlen wird.
APMX = 8 mm (0.315 Zoll)
Lineares und spiralförmiges Schrägeintauchen
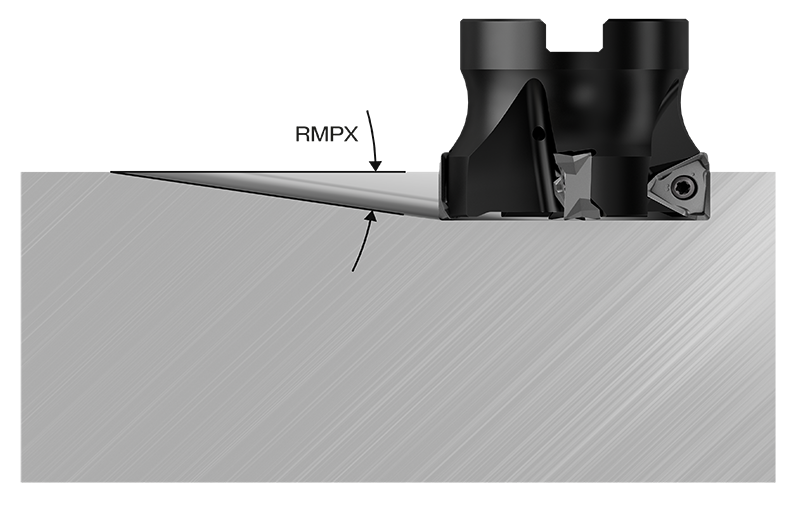
Schrägeintauchen, linear
MPX = maximaler Schrägeintauchwinkel
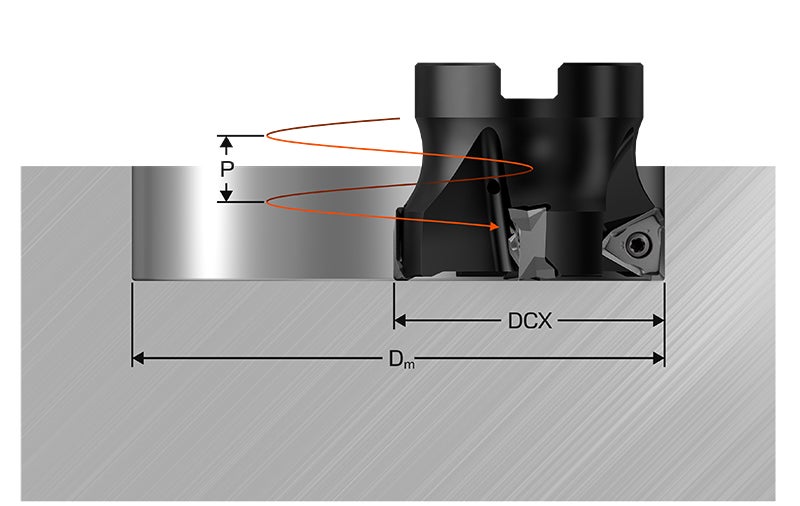
Spiralförmiges Schrägeintauchen
P = axiale Teilung pro spiralförmiger Umdrehung
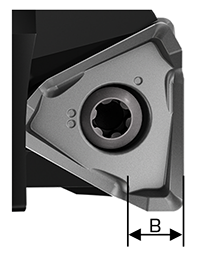
Schrägeintauchmerkmale
Maximaler ap pro Umdrehung, mm (Zoll): 4 (0.157)
Eckenradius, RE, mm (Zoll): 0.8 (0.031)
Länge Wiperfase, BS, mm (Zoll): 1.6 (0.063)
Maximaler Schnittkanteneingriff, B, mm (Zoll): 4 (0.157)
| Metrische Fräser (DCX), mm | Zoll-Fräser (DCX) | Maximaler Schrägeintauchwinkel (RMPX) | Max Dm (2 × DCX), mm (Zoll) | Flach min Dm 2 × (DCX-(RE+BS)), mm (Zoll) | Min Dm 2 × (DCX-B), mm (Zoll) | P, Max. Teilung/U, mm (Zoll) |
| 50 | 1.6° | 100.0 (3.937) | 95.2 (3.748) | 92 (3.622) | 4 (0.157) | |
| 2 | 1.6° | 101.6 (4.0) | 96.8 (3.811) | 93.6 (3.685) | 4 (0.157) | |
| 63 | 1.3° | 126.0 (4.961) | 121.2 (4.772) | 118 (4.646) | 4 (0.157) | |
| 2 ½ | 1.3° | 127.0 (5.0) | 122.2 (4.811) | 119 (4.685) | 4 (0.157) | |
| 3 | 1.1° | 152.4 (6.0) | 147.6 (5.811) | 144.4 (5.685) | 4 (0.157) | |
| 80 | 1° | 160.0 (6.299) | 155.2 (6.110) | 152 (5.984) | 4 (0.157) | |
| 100 | 0.8° | 200.0 (7.874) | 195.2 (7.685) | 192 (7.559) | 4 (0.157) | |
| 4 | 0.8° | 203.2 (8.0) | 198.4 (7.811) | 195.2 (7.685) | 4 (0.157) |
CoroPlus® Tool Guide für CoroMill® MS60

- Für schnelle und genaue Werkzeugempfehlungen, die auf Ihre spezifischen Anwendungsanforderungen zugeschnitten sind, verwenden Sie den Online-Werkzeugselektor CoroPlus® Tool Guide
- Wählen Sie das richtige Werkzeug und die richtigen Parameter für Ihre Anwendung, basierend auf Werkzeug, Bearbeitung, Material und Maschine
- Einfache Auswahl, korrekter Einsatz
- Unterstützt alle CoroMill® MS60 Anwendungsbereiche
Anmelden und auf dem Laufenden bleiben.
Registrieren Sie sich noch heute für unseren Newsletter

Sandvik Tooling Deutschland GmbH - Geschäftsbereich Coromant
+4921141873489