
Wärmetauscher
Die Umstellung fossiler Energieträger erfolgt durch ein Kraftwerk. Diese Kraftwerke verbrennen Kohle und Gas – sowie Biomasse und Kohle als alternative Energiequelle – zur Erzeugung von heißem Dampf. In diesen Boilersystemen dienen Glatt- und Rippenrohr-Wärmetauscher als Vorwärmer. Wärmetauscher werden im Öl- und Gassektor sowie in der Kernkraftindustrie eingesetzt.

1. Wärmetauscherplatte
Wärmetauscherplatte
Die nuklearen Wärmetauscher arbeiten mit einem hohen Betriebsdruck. Dies bedeutet, dass die Dicke der Wärmetauscherplatten ungefähr 600 – 800 mm (23.622 –31.496 Zoll) beträgt. Der für diese Anwendungen eingesetzte Werkstoff ist eine Kombination aus Stahl mit niedrigem Kohlenstoffgehalt und ISO S Plattierung oder kohlenstoffarmer Stahl und eine rostfreie Stahlplattierung.
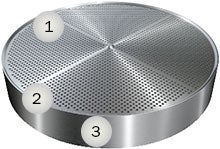
2. Kurzlochbohren mit
CoroDrill® 870
3. CoroTurn® 107 und T-Max® P
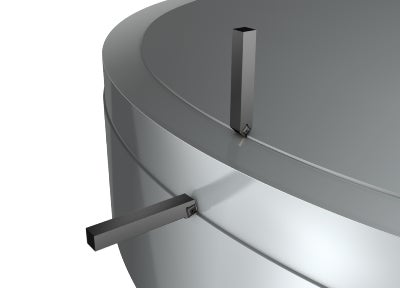
Kurzlochbohren

Der Kurzbohrprozess in Wärmetauschern wird zur Unterstützung der Rohre auf der Behälterseite durchgeführt. Diese Stützplatten haben eine Dicke von ungefähr 30 mm (1.181 Zoll). Die Bearbeitung erfolgt normalerweise als Paketbohren. Der gängigste Werkstoff ist rostfreier Stahl, der wegen seiner hohen Korrosionsbeständigkeit für diese Anwendungen erforderlich ist.
Für diese Art der Anwendung, empfehlen wir ®CoroDrill 870.
Für weitere Informationen zur allgemeinen Bohrungsbearbeitung, hier klicken.
Herausforderungen bei der Bearbeitung
- Hohe Prozesssicherheit
- Maximale Anzahl an Platten in einem Paket
- Geringe Standzeit
®Lösung mit CoroDrill 870
- Zuverlässiges und sicheres Verfahren
- Einfache Handhabung und sicheres Auswechseln des Bohrkopfes
- Optimierte Spankontrolle und -abfuhr
- Lange, berechenbare Standzeiten und hohe Produktivität
- Geringe Kosten pro Bohrung und exzellente Bohrungsqualität
Schwerdrehen
Eine typische Form des Schwerdrehens ist das Drehen von großen Bauteilen mit unregelmäßigen Oberflächen in Kombination mit sehr großer und variierender Schnitttiefe. Dies erfolgt zur Beseitigung von Guss- oder Schmiedehaut und anderen Beschädigungen der Bauteiloberfläche. Mit der gereinigten Fläche ist das Bauteil bereit für den weiteren Prozess.
Für diese Art der Anwendung, empfehlen wir sowohl den Einsatz von ®T-Max P und ®CoroTurn 107 mit positiven und negativen Wendeschneidplatten.
Für weitere Informationen zum Schwerdrehen, hier klicken.
Herausforderungen bei der Bearbeitung
- Zuverlässiger Prozess
- Maximale Anzahl an Platten in einem Paket
- Gute Standzeit
Lösung mit T-Max®
P und CoroTurn 107
®
- Zuverlässige und sichere Zerspanung sogar beim Schruppen
- Komplettangebot an Spann- und Kühlschmierstoffsystemen für sämtliche Werkstoffe und Anwendungen
- Optimierung durch schwingungsgedämpfte Werkzeuge möglich
CoroDrill® DE10
Für hochvolumige Bohrungsherstellung in allen Branchen Typische Komponenten sind... chevron_right
Turbinenschaufel
Bearbeitung von Turbinenschaufeln erreicht neues Niveau Die konkurrenzfähige Fertigung... chevron_right
Turbinenschaufel
Bearbeitung von Turbinenschaufeln erreicht neues Niveau Die konkurrenzfähige Fertigung... chevron_right
Blisk
Blisks an der 'kalten' Kompressorseite der Turbine sind aus Titan, während die 'heiße'... chevron_right
