
CoroTurn® 107
Til indvendig og udvendig drejning af slanke komponenter
Vejledninger


Skærleje
Rengør og kontrollér skærlejet for beskadigede støttepunkter for skæret
Underlagsplatter og plattesæder
Sørg for sikre, at underlagsplattens hjørner ikke er blevet slået af under bearbejdning eller håndtering, og at plattelejerne ikke har nogen beskadigelser

Kontaktflader
Kontrollér støttepunkter og kontaktflader for at sikre, at der ikke er nogen skader eller noget snavs.



Anvendelsestip
Bearbejdning af slanke komponenter
Indgrebsvinkeleffekt: Prøv altid at arbejde med en vinkel tæt på 90/0 grader, da selv den mindste ændring (fra 91/-1 til 95/-5 grader) vil påvirke skærekræfternes retning under bearbejdningen.
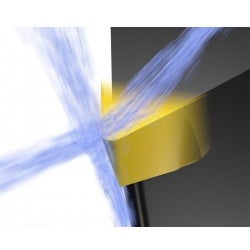
Over- og underkøling: Hvornår skal man bruge hvad?
Brug af over- og underkøling med høj præcision er en effektiv metode til at løse problemer med spånkontrol og øge værktøjslevetiden. Find ud af, hvordan køling anvendes korrekt, og få andre gode anbefalinger vedrørende køling, der kan forbedre ydelsen ved drejning.
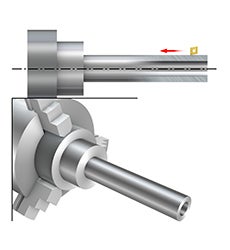
Vibrationsfølsomme komponenter
Det anbefales at udføre hele bearbejdningen i ét overløb for at rette kraften ind i spændeenheden/spindlen. Indgrebsvinklen kan anvendes til at styre skærekræfternes retning. Hvis indgrebsvinklen øges, giver det skærekræfter mod opspændingen og mindre udbøjningskraft mod komponenten.
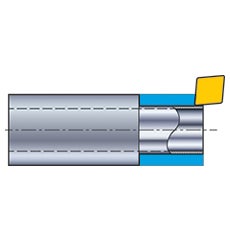
Ikke-lineær drejning
Ikke-lineær drejning er en effektiv strategi for lommedrejning i materialer, der er vanskelige at bearbejde. Slidpunktet bevæger sig omkring skærkanten, og der er mindre risiko for vibrationer ved indføring i emnet. Brug CoroTurn® 107 med styrerail-kobling for at optimere ikke-lineær drejning og opnå forbedret processikkerhed, produktivitet, værktøjslevetid og spånkontrol samt et mindre værktøjslager.
Anbefalinger
Skær og system
Udvendig længde- og plandrejning
| Sletdrejning | Medium | Skrubdrejning | |
| Skærform | C | C | C |
| Skærstørrelse | 09 | 09 | 12 |
| Indgrebsvinkel | 95° | 95° | 95° |
| Fastspænding | Skrue | Skrue | Skrue |
Udvendig profildrejning
| Sletdrejning | Medium |
| D | D |
| 11 | 11 |
| 93° | 93° |
| Skrue | Skrue |
Indvendig længde- og plandrejning
| Sletdrejning | Medium | |
| Skærform | T | T |
| Skærstørrelse | 05 | 09 |
| Indgrebsvinkel | 91° | 91° |
| Fastspænding | Skrue | Skrue |
| Hul-Ø | 6-13 | ≥ 13,5 |
Indvendig profildrejning
| Sletdrejning | Medium |
| D | D |
| 07 | 07 |
| 93° | 93° |
| Skrue | Skrue |
| ≥ 13 | ≥ 13 |
Skærkvalitet
| Bearbejdningsforhold | P | M | K | N | S | H |
| God | GC4415 | GC2220 | GC3210 | H10 | GC1105 | CB7115 |
| Gennemsnitlige | GC4425 | GC2025 | GC3210 | H10 | GC1115 | CB7125 |
| Vanskelige | GC4335 | GC2035 | GC3225 | H10 | GC1125 | CB7135 |
Skærgeometri
| Operation | P | M | K | N | S | H |
| Sletdrejning | -PF | -MF | -KF | -AL | -UM | S01020 |
| Medium | -PM | -MM | -KM | -AL | -MF | S01020 |
| Skrubfræsning | -PR | -MR | -KR | -AL | -MM | S02030 |
Registrer og hold dig opdateret.
Tilmeld dig til vores nyhedsbrev i dag

Sandvik Coromant Denmark
+4589882066