
QS™ mikro-holdersystem
Effektivisering af bearbejdning af små komponenter
Sortimentsoversigt
Skærhoveder
| Produktfamilie | Koblingsstørrelse | Skærstørrelse | Udførelse |
| CoroCut® XS | QSM 12, QSM 16 | 3 | L, R |
| CoroThread® 266 | QSM 12, QSM 16 | 16 | L, R |
| CoroCut® 2 | QSM 12, QSM 16 | E, F, G | L, R |
| CoroTurn® 107 | QSM 12, QSM 16 | CCMT 06/09, DCMT 07/11, VCMT/VBMT 11 | L, R, N |
Skaftadaptere
| Produktfamilie | Koblingsstørrelse | Skafthøjde | Skaftbredde |
| QS™ mikro | QSM 12, QSM 16 | 10-20 mm 6/16-12/16 tommer | 11-20 mm 6/16-12/16 tommer |
Produktkoder
Skaftadaptere

1. Produktfamiliens navn
HOLDING QSM – QS™ mikro
2. Koblingsstørrelse
12/16
3. Udførelse
N/R/L
4. Skaftstørrelse
Metrisk: 1012/1212/1616/2020 (mm)
Tommer: 06/08/10/12 (1/16")
Skærhoveder – CoroCut® XS, CoroThread® 266 og CoroTurn® 107

1. Produktfamiliens navn
HOLDING QSM – QS™ mikro
2. Koblingsstørrelse
12/16
3. Udførelse
Se produktfamiliens kodenøgle
4. Skaftstørrelse
Se produktfamiliens kodenøgle
Skærhoveder – CoroCut® 2

1. Produktområde
2. Produktfamilie
3. Produktapplikation (TPC)
4. Maskinens koblingstype
5. Maskinens koblingsstørrelse
6. Værktøj i udførelse
7. Produktfamilie egenskaber
Anvendelse
- Skaftadapteren kan anvendes til værktøjer i både højre- og venstreudførelse. Den skal bare drejes 180 grader
- Når et drejehoved er monteret i adapteren, tilspændes pinolskruen med et drejningsmoment på 4 Nm (2,95 lb/ft). Kontrollér regelmæssigt, om skruen er slidt ned. Hvis den er, skal den udskiftes. Skruen kan købes separat
- Når værktøjsopspændingen er blevet monteret i en maskine, skal skærkantens position kontrolleres i radial og aksial retning samt i højden. HF/LF/WF-værdierne kan variere afhængigt af modulet, der består af drejehoved og skaftadapter
- Der kan tilsluttes køling på bagsiden og på siden af skaftadapteren med en M6-gevindforbindelse.

Assortiment
| Bestillingskode | Montering på maskinsiden |
| QS-HP80-M6-NPT18-1 | NPT 1/8 tomme |
| QS-HP80-M6-G18-1 | G 1/8 tomme (BSPP) |
| QS-HP80-M6-R18-1 | R 1/8 tomme (BSPT) |
| QS-HP80-M6-AN3-1 | AN - 3 |
| QS-HP80-M6-AN4-1 | AN - 4 |
| QS-HP80-M6-M10-1 | M10x1.5 |
| QS-HP80-PTFE | Ekstra slange |
| QS-HP100-M6-AN4-A | Kølevæskeadapter |
Sortiment - Lagerførte specials
| Bestillingskode | Montering på maskinsiden |
| QS-HP250-M6-NPT18-S | NPT 1/8 tomme |
| QS-HP250-M6-G18-S | G 1/8 tomme (BSPP) |
| QS-HP250-M6-R18-S | R 1/8 tomme (BSPT) |
| QS-HP250-M6-AN3-S | AN - 3 |
| QS-HP250-M6-AN4-S | AN - 4 |
| QS-HP250-M6-M10-S | M10x1.5 |
Bemærk: QS™ Micro lagerførte specials sortiment kan ikke købes online. Kontakt din lokale Sandvik Coromant-sælger for at afgive en ordre.
Maks. stangdiameter til Y-akse-bearbejdning
Emnestangens maksimale diameter skal tilpasses afhængigt af QS™ mikro Y-akse-værktøjets og de tilstødende værktøjers position.
Hvis Y-akse-værktøjet har det samme udhæng som de normalt tilstødende værktøjer, skal der tages højde for følgende:
- Den maksimale stangdiameter (db) må ikke være større end afstanden mellem to skærepunkter (A) -2 mm (-0,079 tommer) (1 mm (0,039 tommer) sikker afstand på hver side)
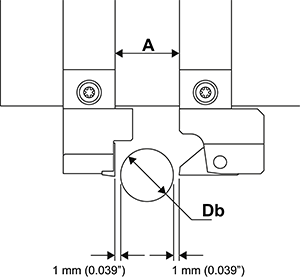
- Den maksimale stangdiameter (db) vil blive væsentligt mindre, hvis det tilstødende værktøj også er et Y-akse-værktøj. Vi anbefaler derfor ikke, at have et Y-akse-værktøj i den tilstødende position
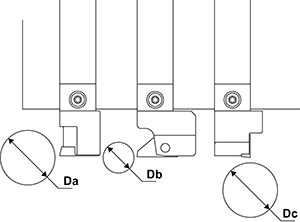
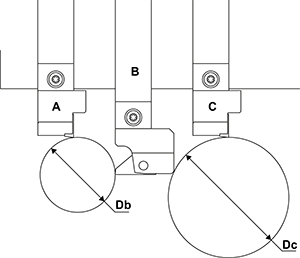
Hvis Y-akse-værktøjet (B) har et længere udhæng end de normalt tilstødende værktøjer, skal den maksimale stangdiameter (db) beregnes ud fra værktøjernes faktiske position og rammepladens design i maskinen.
Der er desuden to yderligere faktorer, der skal tages højde for:
- Db-værdien i forhold til værktøj A og Y-akse-værktøjet
- DC-værdien i forhold til bagsiden af Y-akse-værktøjet og værktøj C
Registrer og hold dig opdateret.
Tilmeld dig til vores nyhedsbrev i dag

Sandvik Coromant Denmark
+4589882066