
CoroMill 745
Flerskærs-planfræser, der giver den bedste produktionsøkonomi
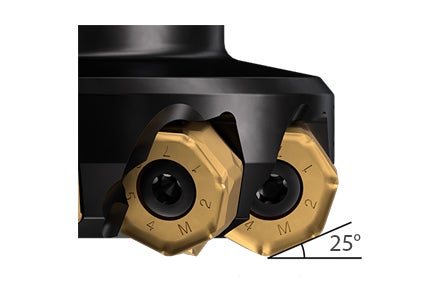
CoroMill® 745-fræser med høj tilspændingshastighed og 25° indgrebsvinkel
Skrub- og semi-sletfræsning af maskinvange i én operation
| Komponent: | Maskinvange |
| Materiale: | CMC ST52, 165 HB, støbt |
| Operation: | Skrub- og semi-sletfræsning |
| Maskine: | ISO-50 portalfræsemaskine |
Ikke brug for et sletbearbejdningsværktøj
-40 %
Cyklustid / komponent
| CoroMill® 745 med 25° indgrebsvinkel | Konkurrerende mærke | |
| Værktøj | 725-125Q40-21H | Dia. 125 mm |
| Skær | 745R-2109E-M30 4230 | |
| zn | 14 | 7 |
| n, o./min. | 560 | 680 |
| vc, m/min (ft/min) | 220 (722) | 267 (876) |
| vf, mm/min (tommer/min) | 6666 (262.4) | 3237 (127.4) |
| fz mm/z (tommer/z) | 0.85 (0.033) | 0.68 (0.027) |
| fn, mm/o. (tommer/o.) | 11.9 (0.469) | 4.76 (0.187) |
| ap mm (tommer) | 1.5 (0.059) | 1.5 (0.059) |
| Cyklustid pr. komponent (min) | 27 | 45 |
| Styk pr. enhed | >2 | 2.43 |
| Overfladefinish | Mens der skal udføres en ekstra sletbearbejdningsoperation, når du bruger det konkurrerende værktøj, kan CoroMill® 745 udføre hele operationen i ét trin uden behov for at sletbearbejde overfladen. |
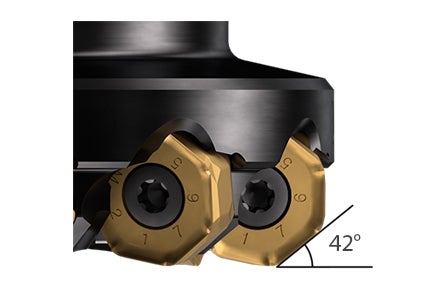
CoroMill® 745 med en indgrebsvinkel på 42°
Overlegen overfladekvalitet med E-M31-geometrien
| Komponent: | Frontstøtte |
| Materiale: | Nodulært støbejern, GJS500, CMC 09.2 |
| Operation: | Skrub- og sletfræsning |
| Maskine: | Mazak FH 880, ISO 50 |
21 %
tidsbesparelse
| CoroMill® 745 med en indgrebsvinkel på 42° | Konkurrerende mærke | |
| Værktøj | 745-125Q40-21H | Dia. 125 mm |
| Skær | 745R2109E-M31 | 14 skærkanter |
| Kvalitet | K20D | |
| Skæredata | Skrub- til sletfræsning | Skrub- til sletfræsning |
| zn | 14 | 12 |
| vc, m/min (ft/min) | 259 (850) | 259 (850) |
| vf, mm/min (tommer/min) | 2306–1384 (90.8–54.5) | 1898–1186 (74.7–46.7) |
| fz mm/z (tommer/z) | 0.25–0.15 (0.010–0.006) | 0.24–0.15 (0.009–0.006) |
| ap mm (tommer) | 4.5–2.5 (0.177–0.098) | 4.5–2.5 (0.177–0.098) |
| Cyklustid pr. komponent (min) | 3 min. 5 sek | 3 min. 50 sek |
| Resultat: | Efter 100 minutters bearbejdningstid har M31-K20D-geometrien genereret en meget fin overfladefinish, markant bedre end det konkurrerende mærke. Kunden kommenterede også på den gode lyd og skæreforløbet. |
Konsistent og pålidelig, kraftig skrubplanfræsning af akselarm
CoroMill 745 leverede en konsistent, pålidelig performance. Kunden værdsatte det positive skæreforløb, der gave en god lyd og et meget fint spånflow. Fastspændingen føltes meget sikker med den store skrue.
+220 %
Længere værktøjslevetid.
| Komponent: | Akselarm på traktor | |
| Operation | Kraftig skrubplanfræsning med variabel spåndybde direkte på den støbte overflade | |
| Emnemateriale | SG-jern CMC 9.1 | |
| Værktøj | 745-080Q27-21H | |
| Skær | 745R-2109E-M30 K20D | |
| CoroMill® 745 med en indgrebsvinkel på 42° | Konkurrerende værktøj | |
| Diameter | 80 | 80 |
| zn | 9 | 7 |
| n rpm (o./min) | 764 | 954 |
| vc m/min (ft/min) | 240 (787) | 240 (787) |
| vf mm/min (tommer/min) | 1513 (60) | 1404 (55) |
| fz mm/z (tommer/z) | 0.22 (0.009) | 0.21 (0.008) |
| ap mm (tommer) | 4.5 (0.177) | 2.5 (0.1) |
| Resultater | ||
| Værktøjslevetid | 80 komp/skærkant (80 min) | 25 komp/skærkant (25 min) |

Kraftig skrubplanfræsning af gearkassehus
CoroMill 745 udførte en udmærket, samlet performance. Støj og vibration blev reduceret betydeligt, og spånflowet var meget fint. Værktøjslevetiden forlænget med 60 %.
+60 %
Længere værktøjslevetid.
| Komponent | Gearkassehus på traktor | |
| Operation | Kraftig skrubplanfræsning med variabel spåndybde direkte på den støbte overflade | |
| Emnemateriale | GCI (GG30) CMC 8.2 | |
| Værktøj | 745-125Q40-21H | |
| Skær | 745R-2109E-M30 K20D | |
| CoroMill® 745 med en indgrebsvinkel på 42° | Konkurrerende værktøj | |
| zn | 14 | 12 |
| n, rpm (o./min.) | 637 | 637 |
| vc, m/min (ft/min) | 250 (820) | 250 (820) |
| vf, mm/min (tommer/min) | 2289 (90) | 2289 (90) |
| fz mm/z (tommer/z) | 0.26 (0.010) | 0.26 (0.010) |
| ap mm (tommer) | 3 (0.118) | 3 (0.118) |
| Cyklustid (min/komponent) | 8 min, 21 sek | 8 min, 21 sek |
| Resultater | ||
| Værktøjslevetid | 8 komp/skærkant (64 min) | 5 komp/skærkant (45 min) |
Registrer og hold dig opdateret.
Tilmeld dig til vores nyhedsbrev i dag

Sandvik Coromant Denmark
+4589882066