
Sådan vælger du gevindfræsere
Koncepter til gevindfræsning med ét eller flere rækker tænder er velegnede til forskellige applikationer.
I én række
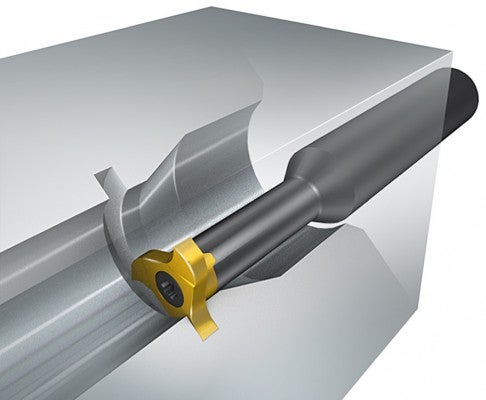
- Til mellemstort til stort indvendigt gevind
- Til større udvendigt gevind på asymmetriske komponenter
- Med ringe stabilitet, som ved fræsning af gevind, der kræver lange
værktøjsudhæng og/eller i tyndvæggede komponenter - Ved behov for at bruge samme skær til forskellige stigninger
- Ved lave effektkrav
- Til små batch-størrelser og blandet produktion
I flere rækker
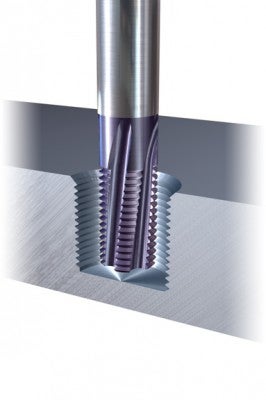
- Til gevinddrejning og affasning med ét værktøj
- Til færdiggørelse af et gevind i et enkelt 360° overløb
- Ved behov for at bruge samme værktøj til mere end en gevindstørrelse
(så længe stigningen er den samme)
Skærtyper
Der er to primære skærtyper til gevindfræsning i én række. Valget af applikation afhænger af de tekniske og økonomiske argumenter for hvert skær.
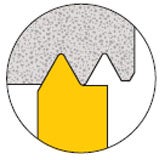
Fuldprofil

V-profil
Fuldprofilskær – førstevalg til gevindformer af høj kvalitet
Den mest almindelige skærtype, der anvendes til at forme en komplet gevindprofil inklusive gevindtoppen.
- Sikrer korrekt gevinddybde, bund og topprofil og dermed et stærkere gevind
- Materialetillægget bør være på 0,03–0,07 mm (0,001 –0,003 tommer)
- Der er ikke behov for en afgratning efter gevinddrejningen
- Der kræves færre overløb i forhold til et V-profilskær som følge af den større næseradius
- Der skal bruges et separat skær til hver stigning og profil
- Produktiv gevinddrejning
Der skal efterlades materialetillæg på emnet til færdiggørelse af gevindets endelige diameter.
V-profilskær – Gevinddrejning med et minimalt værktøjslager
Disse skær runder ikke gevindtoppene. Derfor skal de udvendige diametre på skruerne og de indvendige diametre på møtrikkerne bearbejdes til den korrekte diameter, før gevinddrejningen påbegyndes.
- Samme skær kan anvendes til et antal forskellige stigninger – under forudsætning af, at gevindvinklen (60° eller 55°) er den samme
- Der behøves færre skær på lager
- Næseradius for skæret er den, der svarer til den mindste stigning, og det reducerer værktøjets levetid
Anbefalede værktøjsholdere
Brug altid værktøjsholdere med god rundløbsnøjagtighed for at øge værktøjslevetiden.
Hydrauliskspændeenhed | Spænde-tang | Weldon-adapter | Krympe-pasning | ||
 |  |  |  | ||
 | Gevindfræsere med vendeskær |  |  | ||
 | Gevindfræsere i solidt hårdmetal | | | |
Førstevalg | |
Andetvalg |
Sådan vælger du gevinddrejningsskær og underlagsplatte
For at vælge det mest egnede gevinddrejningsskær til din applikation skal du overveje... chevron_right
Gevinddrejning
Der findes mange gevinddrejningsmetoder og -værktøjer, der er velegnede til forskellige... chevron_right
CoroMill 328
En alsidig fræser, der kan anvendes til mange typer spor, gevind og faser; bearbejdning... chevron_right
Gevindfræsning
Ved gevindfræsning fremstilles gevind vha. en cirkulær rampingbevægelse af et roterende... chevron_right
