
CoroTurn® 107
Pro soustružení vnitřních a vnějších ploch na štíhlých součástech
Návody

Návody k použití
Kruhové břitové destičky a nástrojové držáky s upínacím rozhraním se stabilizačním vedením.
Prohlížení a stahování je možné zde

Lůžko břitové destičky
Vyčistěte lůžko břitové destičky a zkontrolujte, zda nedošlo k poškození fixačních prvků a opěrných ploch pro břity
Podložka a lůžko podložky
Přesvědčte se, že během obrábění nebo při manipulaci nedošlo k ulomení rohů podložky a že lůžka podložek nemají zdeformované hrany

Styčné plochy
Zkontrolujte opěrné a styčné plochy a ujistěte se, že nedošlo k jejich poškození nebo znečištění.



Užitečné rady
Obrábění štíhlých součástí
Vliv úhlu nastavení: vždy se snažte o to, abyste pracovali s úhlem blížícím se 90/0 stupňům, protože i velmi malá změna (z 91/-1 na 95/-5 stupňů) má vliv na nasměrování řezné síly v průběhu obrábění.
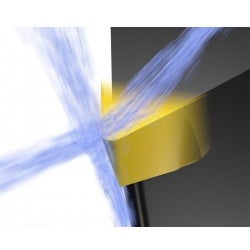
Přívod řezné kapaliny z horní nebo ze spodní strany: kdy který použít?
Použití přesného přívodu řezné kapaliny z horní, respektive ze spodní strany nabízí efektivní způsob překonání problémů s utvářením třísek a zvýšením životnosti nástrojů. Seznamte se s tím, jak správně používat řeznou kapalinu, i s dalšími užitečnými doporučeními souvisejícími s řeznou kapalinou, která mohou přinést zlepšení výkonnosti při provádění soustružnických operací.
Součásti se sklony ke vzniku vibrací
Celou obráběcí úlohu je doporučeno provádět na jeden řez na jediný průchod tak, aby řezná síla směřovala proti sklíčidlu/vřetenu. Pro nasměrování řezných sil lze využít úhel nastavení. Při větším úhlu nastavení směřuje výsledná řezná síla proti nástrojové sestavě a na obráběnou součást působí menší ohybová síla.
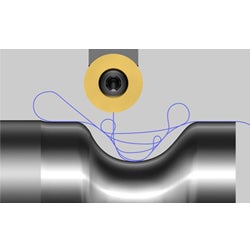
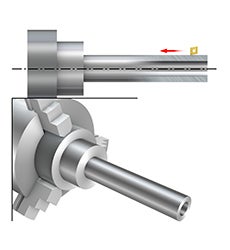
Nelineární soustružení
Nelineární soustružení představuje efektivní strategii pro výrobu dutin v obtížně obrobitelných materiálech. Exponované místo, ve kterém dochází k opotřebení, průběžně mění svou polohu na břitu, čímž se snižuje riziko vzniku vibrací při vstupu do obrobku. Pro optimalizaci prováděných nelineárních soustružnických operací a pro dosažení vyšší bezpečnosti obráběcího procesu a produktivity, delší životnosti nástroje, lepší kontroly utváření třísek a snížení nákladů na skladové zásoby nástrojů využijte koncepci CoroTurn® 107 s upínacím rozhraním se stabilizačním vedením.
Doporučení
Břitové destičky a systém upínání
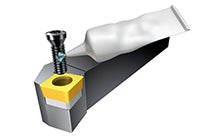
Podélné a čelní soustružení vnějších ploch
| Dokončování | Střední obrábění | Hrubování | |
| Tvar VBD | C | C | C |
| Velikost VBD | 09 | 09 | 12 |
| Úhel nastavení | 95° | 95° | 95° |
| Způsob upnutí | Šroub | Šroub | Šroub |
Vnější tvarové obrábění
| Dokončování | Střední obrábění |
| D | D |
| 11 | 11 |
| 93° | 93° |
| Šroub | Šroub |
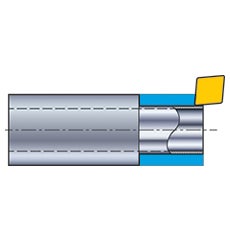
Podélné a čelní soustružení vnitřních ploch
| Dokončování | Střední obrábění | |
| Tvar VBD | T | T |
| Velikost VBD | 05 | 09 |
| Úhel nastavení | 91° | 91° |
| Způsob upnutí | Šroub | Šroub |
| Ø díry | 6–13 | ≥ 13,5 |
Vnitřní tvarové obrábění
| Dokončování | Střední obrábění |
| D | D |
| 07 | 07 |
| 93° | 93° |
| Šroub | Šroub |
| ≥ 13 | ≥ 13 |
Třída VBD
| Podmínky obrábění | P | M | K | N | S | H |
| Dobré | GC4415 | GC2220 | GC3210 | H10 | GC1105 | CB7115 |
| Průměrné | GC4425 | GC2025 | GC3210 | H10 | GC1115 | CB7125 |
| Obtížné | GC4335 | GC2035 | GC3225 | H10 | GC1125 | CB7135 |
Geometrie břitové destičky
| Operace | P | M | K | N | S | H |
| Dokončování | -PF | -MF | -KF | -AL | -UM | S01020 |
| Střední obrábění | -PM | -MM | -KM | -AL | -MF | S01020 |
| Hrubování | -PR | -MR | -KR | -AL | -MM | S02030 |
Zůstaňte informováni - odebírejte náš newsletter.
Zaregistrujte se k odběru našeho informačního bulletinu ještě dnes

SANDVIK CZ s.r.o.
+420228880910