
CoroTurn® 300
Efektivní a vysoce kvalitní soustružení
Výkonnost
Případová studie: Automobilový průmysl
| Součást: | Součást mechanismu řízení |
| Obráběný materiál: | Kovaný povrch, nízkolegovaná ocel, P2.1.Z.AN, 125 HB |
| Operace: | Podélné střední obrábění vnějších ploch |
| Čas v řezu: | 15 s/součást |
+190%
Životnost nástroje
| Řezné podmínky | ||
| vc, m/min (ft/min) | 113 (371) Poznámka: otáčky vřetena dosahují limitní hodnoty 1800 ot/min | |
| fn, mm/ot (in/ot) | 0.3 (0.012) | |
| ap, mm (inch) | 0.5 (0.020) | |
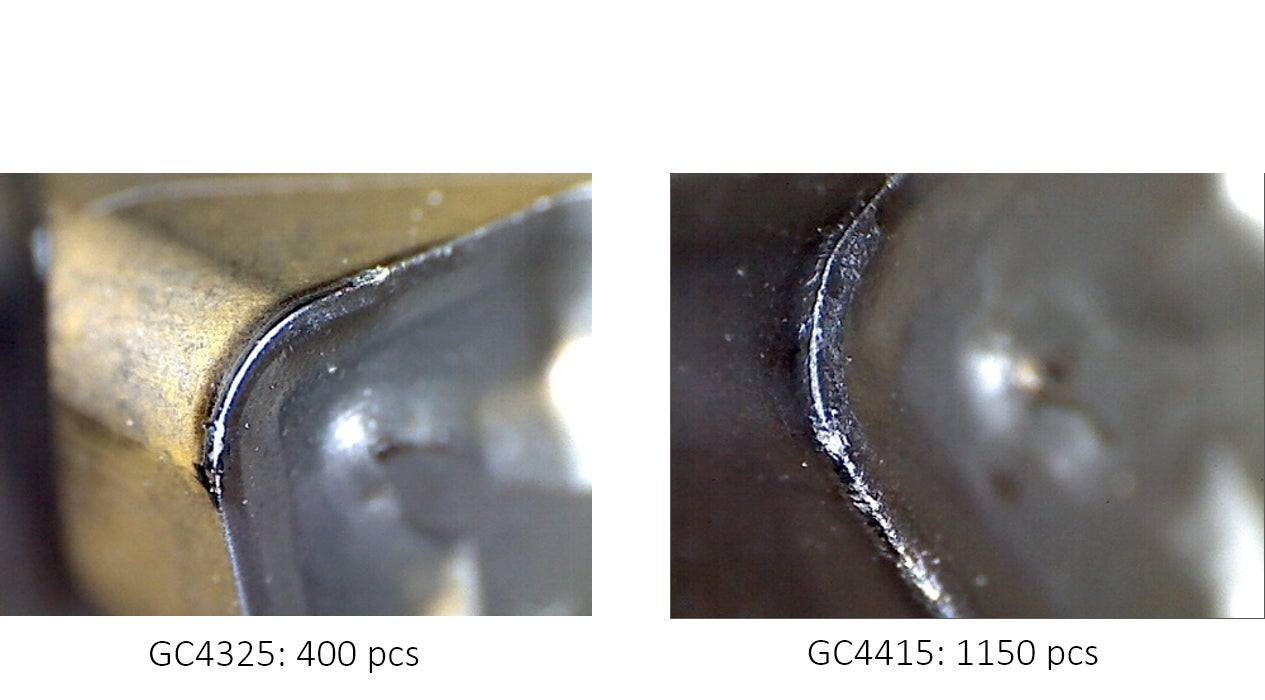
| Výsledky | Stávající nástrojová třída GC4325 | Nová nástrojová třída GC4415 |
| Břitové destičky | 3-80-101108-8-M5 | 3-80-101108-8-M5 |
| Životnost nástroje, ks | 400 | 1150 |
| Důvod výměny nástroje | Zkoušky životnosti | Zkoušky životnosti |
Výkonnost
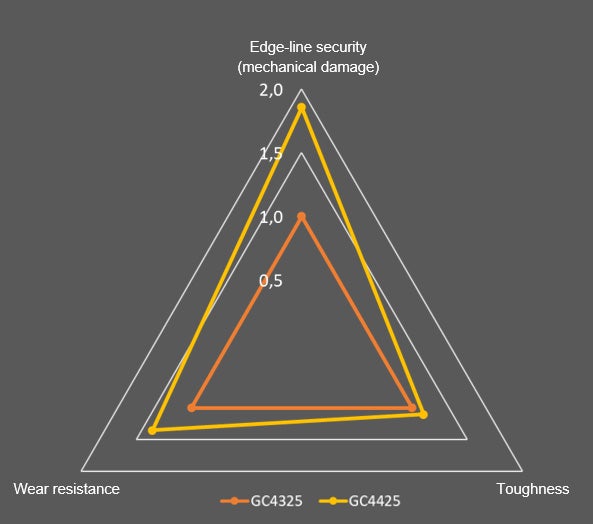
GC4325 vs. GC4425
Provedené zkoušky: Tepelné rázy (mechanické poškození), základní houževnatost a odolnost proti opotřebení.
Výsledek:
- Vyšší houževnatost a odolnost proti opotřebení u GC4425
- Zkouška bezpečnosti břitu byla ukončena v okamžiku, kdy třída GC4425 dosáhla o 100 % lepšího výsledku než třída GC4325

Čas v řezu = 40 min
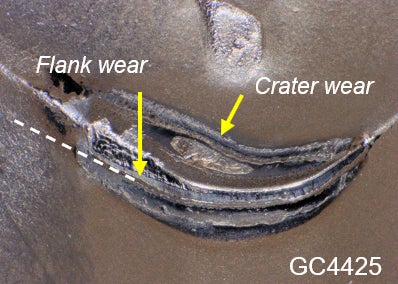
Čas v řezu = 54 min
Porovnání opotřebení nástroje: Pro životnost nástroje bylo určující opotřebení ve tvaru žlábku. Přerušovaná čára označuje velikost opotřebení hřbetu na hlavním břitu.
Případová studie
| Průmyslové odvětví | Automobilový průmysl | Životnostnástroje, ks | |
| Operace | Vnější podélné a čelní soustružení | 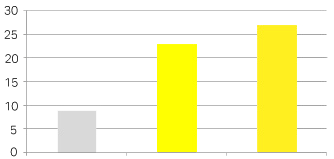 | |
| Čas v řezu (min/součást) | 1.19 | ||
| Součást | Vnější část homokinetického kloubu | ||
| Obráběný materiál | Kovaná nízkolegovaná ocel, P2.1.Z.AN | ||
| Tlak řezné kapaliny | 3 bary (43.5 psi) | ||
| Řezné podmínky | |||
| vc m/min (ft/min) | 350 (1148) | ||
| fn mm/ot (inch/ot) | 0.35 (.014) | ||
| ap mm (inch) | 2.5 (.10) | ||
| Výsledek | WNMG 080408-PF 4325 | CoroTurn 300 1 | CoroTurn 3002 |
| Nástrojový držák | C4-DWLNL-27050-08 | C4-3-80-LL27055-10C | C4-3-80-LL27055-10C |
| Třída | GC4325 | GC4325 | GC4325 |
| Životnost nástroje, ks | 9 | 23 | 27 |
| Důvod výměny nástroje | Předem stanovený počet součástí | Předem stanovený počet součástí | Předem stanovený počet součástí |
| 1 přívod řezné kapaliny z horní i ze spodní strany, 2 přívod řezné kapaliny pouze ze spodní strany | |||
| Po nahrazení geometrie -PF a standardního nástrojového držáku nástrojem CoroTurn 300 s geometrií -L4 bylo při použití přívodu řezné kapaliny z horní i ze spodní strany dosaženo prodloužení životnosti nástroje o 156 % a při použití přívodu řezné kapaliny pouze ze spodní strany o pozoruhodných 200 %. |
WNMG, -PF GC4325 | L4, GC4325 s přívodem řezné kapaliny z horní/ze spodní strany | L4, GC4325 s přívodem řezné kapaliny ze spodní strany |
Zůstaňte informováni - odebírejte náš newsletter.
Zaregistrujte se k odběru našeho informačního bulletinu ještě dnes

SANDVIK CZ s.r.o.
+420228880910