
CoroCut® 2
Nová koncepce s více výhodami
Návod k použití
Prohlédněte a stáhněte si návod k použití upichovacích nožových planžet CoroCut® 2 Výměna břitových destiček a připojení přívodu řezné kapaliny u upichovacích nožových planžet

Vyhledejte si adaptér pro konkrétní obráběcí stroj
Tyto upínací jednotky a poháněné nástrojové držáky jsou určeny pro specifické typy rozhraní revolverových hlav s jedinečným uspořádáním upínacích šroubů pro každou značku obráběcího stroje.
Užitečné rady
K dispozici je celá řada rad a pokynů, jejichž dodržování přináší zásadní zlepšení průběhu upichovacích a zapichovacích operací. Navštivte sekci věnovanou poznatkům z oblasti upichování a zapichování
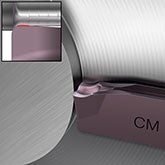
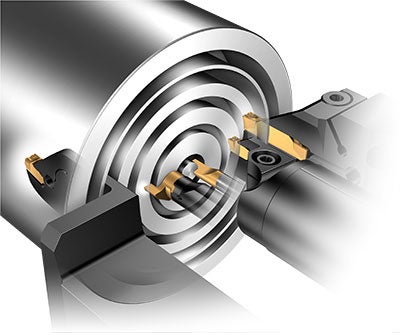
Hladicí úprava Wiper u všech geometrií břitových destiček pro upichování
Břitové destičky typu Wiper umožňují obrábění součástí s využitím vysokých rychlostí posuvu, aniž by to znamenalo ztrátu schopnosti dělit třísky a dosáhnout dobré výsledné kvality obrobeného povrchu. Všeobecným pravidlem je: Dvojnásobná rychlost posuvu – stejná kvalita obrobené plochy. Stejná rychlost posuvu – dvojnásobně lepší kvalita obrobené plochy.

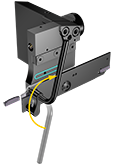
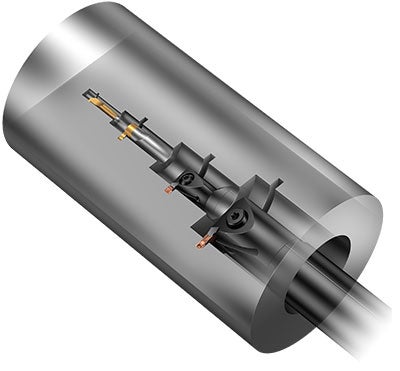
Konstrukční řešení upichovací nožové planžety
Krátká upínací lamela umožňuje dosažení vyšší výkonnosti, provádí-li se před upichováním také zkosení hran. Zvýšení stability a doplnění vnitřního přívodu řezné kapaliny přineslo jak prodloužení životnosti nástrojů, tak zvýšení kvality obrobeného povrchu.

Klíč pro nožové planžety
Klíč pro kratší upínací lamely nožových planžet je opatřen dvěma čepy, z nichž jeden je excentrický a při pootočení nožovou planžetu rozevře.
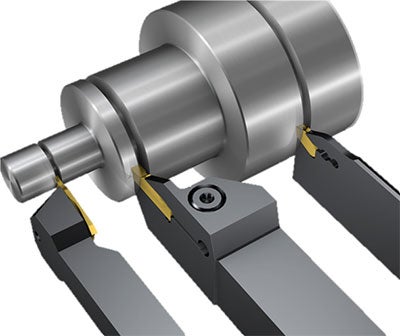
Určení
Výroba vnějších drážek a dělení materiálu
CoroCut® 2
Univerzální systém pro upichování a zapichování, cenově výhodný díky břitovým destičkám se dvěma řeznými hranami. První volba pro upichování a zapichování pro průměry menší než 40 mm (1.575 inch).
CoroCut® 3
Systém, který s minimálními náklady umožňuje mělké upichování a výrobu drážek pro pojistné kroužky a úzkých přesných drážek s minimálními šířkami.
CoroCut® QD
První volba pro dělení materiálu a výrobu hlubokých drážek.
| Systém | CDX, mm | CW, mm |
| CoroCut® QD | 15–80 | 2–8 |
| CoroCut® 2 | 13–28 | 1.5–8 |
| CoroCut® 3 | 1.5–6.4 | 0.5–3.18 |
Výroba vnitřních drážek
CoroCut® 2
Univerzální koncepce pro upichování a zapichování. První volba pro výrobu vnitřních drážek větších průměrů,
25 mm (0.984 inch) a více. Cenově příznivé řešení díky břitovým destičkám se dvěma řeznými hranami.
CoroTurn® XS
Přesně broušené nástroje. První volba pro výrobu nejužších drážek o nejmenších průměrech, 2–10 mm (0.079–0.394 inch).
CoroCut® MB
Cenově výhodná volba pro obrábění úzkých drážek malých průměrů.
CoroCut® QI
První volba pro bezpečnou výrobu vnitřních drážek malých průměrů, 12–60 mm (0.472–2.362). Zaručuje vysokou bezpečnost obráběcího procesu a spolehlivý průběh zapichovacích operací s vysokou výslednou kvalitou obrobeného povrchu.
| Systém | DMIN, mm | CDX, mm |
| CoroCut® XS | 2–7.2 | 0.4–2.5 |
| CoroCut® MB | 10–20 | 0.7–8 |
| CoroCut® QI | 12–60 | 2–19 |
| CoroCut® 2 | 25–150 | 4.5–23 |
Čelní zapichování
CoroCut® 2
Univerzální produktová řada pro upichování a zapichování. Cenově příznivé řešení díky břitovým destičkám se dvěma řeznými hranami. První volba pro výrobu mělkých čelních drážek o průměru větším než 35 mm (1.378 inch).
CoroCut® QF
První volba pro bezpečnou výrobu hlubokých čelních drážek o průměru větším než 30 mm (1.181 inch). Nabízí bezkonkurenční spolehlivost i při výrobě hlubokých úzkých drážek.
CoroCut® MB
Cenově výhodná volba pro obrábění úzkých drážek malých průměrů.
CoroTurn® XS
Přesně broušené nástroje. První volba pro výrobu nejužších drážek o nejmenších průměrech.
| Systém | DAXIN, mm | CDX, mm | CW, mm |
| CoroTurn® XS | 0.2–24 | 2–30 | 1-5 |
| CoroCut® MB | 5.64–12 | 1.5–10 | 1–4 |
| CoroCut® QI | 16–35 | 5.5–20 | 3–6 |
| CoroCut® QF | 30–500 | 20–50 | 3–8 |
| CoroCut® 2 | 34–200 | 12–28 | 2.5–8 |
Doporučení
- Začněte s řeznými podmínkami doporučenými pro první volbu
- Veškerá doporučení pro volbu řezných podmínek jsou platná bez použití přesného přívodu řezné kapaliny (HPC)
- V případě použití přesného přívodu řezné kapaliny zvyšte řeznou rychlost o 30–50 %
- Při upichování a vnějším zapichování představuje koncepce CoroCut® 2 cenově výhodné řešení pro hloubky řezu umožňující použití břitových destiček se dvěma břity.
Jestliže koncepce CoroCut® 2 neodpovídá vašim požadavkům, další doporučení pro volbu nástrojů naleznete na stránce Nástroje pro upichování a zapichování.
Doporučení pro volbu břitových destiček
Velikost lůžka břitové destičky
- K dispozici jsou břitové destičky s různými velikostmi lůžka a s různými velikostmi poloměru zaoblení rohů. Všechny břitové destičky CoroCut® 2 jsou plně kompatibilní se stávajícími nástrojovými držáky CoroCut® 1-2. Aby však bylo možné využívat veškeré výhody vyplývající z přesnějšího ustavení břitové destičky a minimalizace jejího pohybu, byl u lůžek břitové destičky velikosti E-F-G nutný přechod na novou konstrukci nástrojových držáků využívající lineární stabilizační vedení.
- Velikost lůžka břitové destičky musí odpovídat velikosti lůžka v nástrojovém držáku
Velikost lůžka břitové destičky
- D s V-profilem:
- Šířka břitové destičky: 1,5 mm (0.059 inch)
- Hloubka řezu: 8–17 mm (0.315–0.669)
- E-L s lineárním stabilizačním vedením:
- Šířka břitové destičky: 2–8 mm (0.079–0.315 inch)
- Hloubka řezu: 8–32 (0.315–1.30 inch)
Břitové destičky – první volba
Pro vyhledání nejvhodnější první volby břitových destiček pro danou operaci použijte tyto tabulky
Podsoustružení prováděné nástrojem CoroCut® 2
Břitové destičky CoroCut® 2 se dvěma břity poskytují vynikající kontrolu utváření třísky při podsoustružování s malou hloubkou podsoustružení a nízkými rychlostmi posuvu.
- -RM je univerzální geometrie pro tvarové obrábění všech typů materiálů
- Pro operace využívané při obrábění korozivzdorných ocelí, žárovzdorných slitin (HRSA) a ostatních materiálů snadno ulpívajících na břitu použijte geometrii -RO, která je k dispozici u břitových destiček CoroCut® 1-2
Výroba drážek pro pojistné kroužky
Ke snížení velikosti řezné síly a dosažení dobré kvality obrobené plochy využijte břitové destičky CoroCut® 2 s geometrií -GF
Geometrie a jejich použití
-CM  | -CR  | -GF  | -GM  | -GL  | -TF  | -TM  | -RF  | -RM  | ||||
| Upichování |  |  | |  | | | | |  | | | Hlavní použití |
| Zapichování |  | | | | | | | | | | | Alternativní způsoby použití |
| Tvarové obrábění |  | | | | | | | | | | | Není doporučeno |
| Soustružení |  | | | | | | | | | |
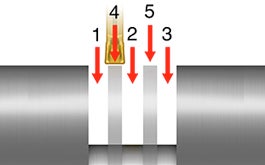
Upichování
 |
 |
 |
 |
 |
|
| 1. Upichování trubek | 2. Upichování tyčí – dobré podmínky | 3. Upichování tyčí – náročné podmínky | 4. Lehké přerušované řezy | 5. Těžké přerušované řezy | |
| ISO P | GC1125 -CF* | GC1225 -CM | GC1135 -CR | GC1135 -CM | GC1135 -CR |
| ISO M | GC1225 -CM | GC1225 -CM | GC1135 -CM | GC1145 -CM | GC1145 -CM |
| ISO K | GC4425 -CM | GC4425 -CM | GC1135 -CR | GC1135 -CR | GC1135 -CR |
| ISO N | H13A -TF | H13A -TF | H13A -TF | H13A -TF | H13A -TF |
| ISO S | GC1205 -CM | GC1205 -CM | GC1145 -CM | GC1145 -CM | GC1145 -CM |
| ISO H | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* |
Všechny nástrojové třídy a geometrie již mají nové vylepšené vlastnosti s výjimkou těch, které jsou označeny * a jsou stále k dispozici v sortimentu CoroCut® 1-2.
- Upichování tyčí nebo trubek – dobré až normální podmínky
- Upichování tyčí – dobré až normální podmínky (protivřeteno a/nebo snížení posuvu v blízkosti osy)
- Upichování tyčí – normální až náročné podmínky, bez snížení posuvu v blízkosti osy
- Upichování tyčí nebo trubek – lehké až středně těžké přerušované řezy
- Upichování tyčí nebo trubek – středně těžké až těžké přerušované řezy
Zapichování
 |
 |
 |
 |
 |
|
| Zapichování | Soustružení širokých drážek | Vnitřní drážky | Široké vnitřní drážky | Čelní drážky | |
| ISO P | GC1225 -GF | GC4425 -TF | GC1225 -GF | GC4425 -TF | GC4425 -TF |
| ISO M | GC1135 -GF | GC1135 -TF | GC1135 -GF | GC1135 -TF | GC1135 -TF |
| ISO K | GC3115 -GM | GC3115 -TM | GC1225 -GF | GC3115 -TF | GC3115 -TF |
| ISO N | H13A -GF | H13A -TF | H13A -GF | H13A -TF | H13A -TF |
| ISO S | GC1205 -GF | GC1205 -TF | GC1205 -GF | GC1205 -TF | GC1205 -TF |
| ISO H | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* |
Všechny nástrojové třídy a geometrie již mají nové vylepšené vlastnosti s výjimkou těch, které jsou označeny * a jsou stále k dispozici v sortimentu CoroCut® 1-2.
Tvarové obrábění
 |
||
| Vnější tvarové obrábění | Vnitřní tvarové obrábění | |
| ISO P | GC4425 -RM | GC1225 -RF |
| ISO M | GC1225 -RM | GC1225 -RF |
| ISO K | GC4425 -RM | GC4425 -RM |
| ISO N | H10 -AM | H10 -AM |
| ISO S | S205 -RO* | GC1205 -RF |
| ISO H | CB7015 -RE | CB7015 -RE |
Všechny nástrojové třídy a geometrie již mají nové vylepšené vlastnosti s výjimkou těch, které jsou označeny * a jsou stále k dispozici v sortimentu CoroCut® 1-2. Geometrie -RO a -AM mají broušené ostří a přísnější tolerance než -RM. Je-li vyžadována vysoká opakovatelnost, použijte geometrie -RO/-AM.
Řešení problémů s různými druhy opotřebení
| Druh opotřebení | Příčina | Řešení |
Vytváření nárůstku na břitech  | 1. Příliš nízká teplota břitu. 2. Nevhodná geometrie nebo nástrojová třída. | 1. Zvyšte řeznou rychlost a/nebo posuv. 2. Vyberte geometrii s ostřejším břitem, přednostně nástrojovou třídu s PVD povlakem. |
Vylamování ostří/lom nástroje  | 1. Příliš tvrdá nástrojová třída. 2. Málo odolná geometrie. 3. Nestabilní podmínky. 4. Příliš vysoké hodnoty řezných parametrů. | 1. Zvolte měkčí nástrojovou třídu. 2. Vyberte geometrii pro vyšší rychlosti posuvu. 3. Snižte vyložení nástroje. Zkontrolujte nastavení výšky do osy hrotů. 4. Snižte hodnoty řezných parametrů. |
Plastická deformace  | 1. Příliš vysoká teplota v místě řezu. 2. Nevhodná nástrojová třída. 3. Nedostatečný přívod řezné kapaliny. | 1. Snižte řeznou rychlost a/nebo posuv. 2. Zvolte nástrojovou třídu s vyšší odolností vůči otěru. 3. Zajistěte lepší účinek řezné kapaliny. |
Opotřebení ve tvaru vrubu  | 1. Oxidace ve vzdálenosti rovné hloubce řezu. 2. Příliš vysoká teplota břitu. | 1. Využívejte různé hloubky řezu (postupné zahlubování) 2. Snižte řeznou rychlost. |
Opotřebení hřbetu  | 1. Příliš vysoká řezná rychlost. 2. Příliš měkká nástrojová třída. 3. Nedostatečný přívod řezné kapaliny. | 1. Snižte řeznou rychlost. 2. Zvolte nástrojovou třídu s vyšší odolností vůči otěru. 3. Zajistěte lepší účinek řezné kapaliny. |
Opotřebení ve tvaru žlábku  | 1. Příliš vysoká řezná rychlost. 2. Příliš měkká nástrojová třída. 3. Příliš vysoká rychlost posuvu. 4. Nedostatečný přívod řezné kapaliny. | 1. Snižte řeznou rychlost. 2. Zvolte nástrojovou třídu s vyšší odolností vůči otěru. 3. Snižte rychlost posuvu. 4. Zajistěte lepší účinek řezné kapaliny |
Kódové značení
Břitové destičky

1. Skupina produktů
T = CoroTurn
C = CoroCut
M = CoroMill
D = CoroDrill
B = CoroBore
2. Produktová řada
2 = CoroCut® 2
3. Kódové označení produktu (TPC)
R = Nástroje s VBD pro upichování a zapichování prováděné v radiálním směru
A = Nástroje s VBD pro upichování a zapichování prováděné v axiálním směru
T = Nástroje s VBD pro soustružení
I = Nástroje s vyměnitelnými břitovými destičkami
4. Kód velikosti lůžka břitové destičky
D = 1.5 mm
E = 2.0 mm
F = 2.5 mm
G = 3.0 mm
H = 4.0 mm
J = 5.0 mm
K = 6.0 mm
L = 8.0 mm
5. Počet řezných hran
1 = VBD s jednou řeznou hranou
2 = VBD se dvěma řeznými hranami
6. Provedení břitové destičky
R = Pravostranné
L = Levostranné
N = Neutrální
7. Šířka řezu
Například:
0300 = Šířka záběru 3.0 mm
8. Úhel nastavení hlavního ostří
Např.
00 = 0°
05 = 5°
9. Poloměr zaoblení rohu
Např.
02 = 0.2 mm
04 = 0.4 mm
10. Značení geometrií
První znak: Druh operace
C = Upichování (dělení materiálu)
G = Zapichování
T = Soustružení
R = Tvarové obrábění (kruhové)
Druhý znak:
F = Nízká rychlost posuvu
M = Střední rychlost posuvu
R = Vysoká rychlost posuvu
11. Kódové označení nástrojové třídy
Např.
4425
Nástroje pro upichování a zapichování

1. Skupina produktů
T = CoroTurn
C = CoroCut
M = CoroMill
D = CoroDrill
B = CoroBore
2. Produktová řada
2 = CoroCut® 2
3. Kódové označení produktu (TPC)
R = Nástroje s VBD pro upichování a zapichování v prováděné radiálním směru
A = Nástroje s VBD pro upichování a zapichování prováděné v axiálním směru
T = Nástroje s VBD určené pro soustružení
I = Nástroje s vyměnitelnými břitovými destičkami
4. Typ spojky na straně stroje
CC = Řezná jednotka Coromant Capto®
QS = Stopkový nástroj QS
RS = Nástroj se čtyřhrannou stopkou
SL = Řezná hlava SL
BN = Upichovací nožové planžety s neutrálním provedením spojky
BR = Upichovací nožové planžety s pravostranným provedením spojky
BL = Upichovací nožové planžety s levostranným provedením spojky
CE = Válcová stopka s drážkou pro objímky EasyFix
CF = Válcová stopka s ploškou
5. Velikost spojky na straně stroje
3 = Capto C3, vel. příruby 30 mm
4 = Capto C4, vel. příruby 40 mm
5 = Capto C5, vel. příruby 50 mm
6 = Capto C6, vel. příruby 63 mm
8 = Capto C8, vel. příruby 80 mm
08 = stopkový nástroj 8 x 8 mm
10 = stopkový nástroj 10 x 10 mm
12 = stopkový nástroj 12 x 12 mm
16 = stopkový nástroj 16 x 16 mm
20 = stopkový nástroj 20 x 20 mm
25 = stopkový nástroj 25 x 25 mm
32 = stopkový nástroj 32 x 32 mm
40 = stopkový nástroj 40 x 40 mm
A06 = stopkový nástroj 6/16 inch (3/8 inch)
A08 = stopkový nástroj 8/16 inch (1/2 inch)
A10 = stopkový nástroj 10/16 inch (5/8 inch)
A12 = stopkový nástroj 12/16 inch (3/4 inch)
A16 = stopkový nástroj 16/16 inch (1 inch)
A20 = stopkový nástroj 20/16 inch (1 1/4 inch)
A24 = stopkový nástroj 24/16 inch (1 1/2 inch)
16 = nástroj s válcovou stopkou o průměru 16 mm
20 = nástroj s válcovou stopkou o průměru 20 mm
25 = nástroj s válcovou stopkou o průměru 25 mm
32 = nástroj s válcovou stopkou o průměru 32 mm
40 = nástroj s válcovou stopkou o průměru 40 mm
50 = nástroj s válcovou stopkou o průměru 50 mm
A10 = nástroj s válcovou stopkou o průměru 10/16" (5/8")
A12 = nástroj s válcovou stopkou o průměru 12/16" (3/4")
A16 = nástroj s válcovou stopkou o průměru 16/16" (1")
A20 = nástroj s válcovou stopkou o průměru 20/16" (1 1/4")
A24 = nástroj s válcovou stopkou o průměru 24/16" (1 1/2")
A32 = nástroj s válcovou stopkou o průměru 32/16" (2")
25 = řezná hlava SL o průměru 25 mm
32 = řezná hlava SL o průměru 32 mm
40 = řezná hlava SL o průměru 40 mm
70 = řezná hlava SL o průměru 70mm
21 = rozměr HF nožové planžety 21.4 mm
25 = rozměr HF nožové planžety 25 mm
45 = rozměr HF nožové planžety 45 mm
6. Provedení nástroje
N = Neutrální
R = Pravostranný nástroj
L = Levostranný nástroj
7. Kódové označení velikosti lůžka břitové destičky
D = 1.5 mm
E = 2.0 mm
F = 2.5 mm
G = 3.0 mm
H = 4.0 mm
J = 5.0 mm
K = 6.0 mm
L = 8.0 mm
8. Maximální hloubka řezu
Například:
20 = CDX 20 mm
9. Typ přívodu řezné kapaliny
A = Přesný přívod řezné kapaliny z horní strany
B = Přesný přívod řezné kapaliny ze spodní strany
C = Přesný přívod řezné kapaliny z horní i ze spodní strany
D = Bez vnitřního přívodu řezné kapaliny
G = Vnitřní přívod řezné kapaliny
10. Způsob upnutí břitové destičky
A = Upínání pružinou
B = Upínání šroubem
C = Řešení pro výrobu mělkých drážek
D = Šroubová upínka se zakřivenou výztuhou
E = Upínání pružinou s lineární výztuhou
F = Šroubová upínka s lineární výztuhou
S = Šikmá šroubová upínka pro švýcarské stopkové nástroje
11. Počet lůžek pro břitové destičky (platí pouze pro nožové planžety)
1 = jedno lůžko břitové destičky
2 = dvě lůžka břitové destičky
Nástroje pro čelní zapichování

1. Skupina produktů
T = CoroTurn
C = CoroCut
M = CoroMill
D = CoroDrill
B = CoroBore
2. Produktová řada
2 = CoroCut® 2
3. Určení produktu (TPC)
R = Nástroje s VBD pro upichování a zapichování prováděné v radiálním směru
A = Nástroje s VBD pro upichování a zapichování prováděné v axiálním směru
T = Nástroje s VBD pro soustružení
4. Typ spojky na straně stroje
CC = Řezná jednotka Coromant Capto®
QS = Stopkový nástroj QS
RS = Nástroj se čtyřhrannou stopkou
SL = Řezná hlava SL
5. Velikost spojky na straně stroje
4 = Capto C4, vel. příruby 40 mm
5 = Capto C5, vel. příruby 50 mm
6 = Capto C6, vel. příruby 63 mm
20 = stopkový nástroj 20 x 20 mm
25 = stopkový nástroj 25 x 25 mm
32 = stopkový nástroj 32 x 32 mm
A12 = stopkový nástroj 12/16 inch (3/4 inch)
A16 = stopkový nástroj 16/16 inch (1 inch)
A20 = stopkový nástroj 20/16 inch (1 1/4) inch)
32 = řezná hlava SL o průměru 32 mm
40 = řezná hlava SL o průměru 40 mm
70 = řezná hlava SL o průměru 70 mm
6. Provedení nástroje
R = Pravostranný nástroj
L = Levostranný nástroj
7. Provedení nástrojového držáku
F = úhel posuvu do řezu 0°
G = úhel posuvu do řezu 90°
8. Kódové označení velikosti lůžka břitové destičky
G = 3.0 mm
H = 4.0 mm
J = 5.0 mm
K = 6.0 mm
L = 8.0 mm
9. Maximální hloubka řezu (CDX)
Například:
18 = CDX 18 mm
10. Typ nožové planžety
A = nožová planžeta se zakřivením pro vnitřní čelní zapichování
B = nožová planžeta se zakřivením pro čelní zapichování podél vyčnívajících prvků válcového tvaru
11. Minimální průměr prvního záběru
Například:
220 = 220 mm
12. Typ přívodu řezné kapaliny
A = Přesný přívod řezné kapaliny z horní strany
B = Přesný přívod řezné kapaliny ze spodní strany
C = Přesný přívod řezné kapaliny z horní i ze spodní strany
D = Bez vnitřního přívodu řezné kapaliny
13. Způsob upnutí břitové destičky
A = Upínání pružinou
B = Upínání šroubem
C = Řešení pro výrobu mělkých drážek
D = Šroubová upínka s vyztužením
Nástroje pro tvarové obrábění

1. Určení produktu
T = CoroTurn (všeobecné soustružení)
C = CoroCut (upichování a zapichování)
M = CoroMill
D = CoroDrill
B = CoroBore
2. Skupina produktů
2 = CoroCut® 2
3. Určení produktu (TPC)
R = Nástroje s VBD pro upichování a zapichování prováděné v radiálním směru (T711 & T714)
A = Nástroje s VBD pro upichování a zapichování prováděné v axiálním směru (T713)
T = Nástroje s VBD pro soustružení (T712)
4. Typ spojky stroje
CC = Řezná jednotka Coromant Capto®
QS = Stopkový nástroj QS
RS = Nástroj se čtyřhrannou stopkou
SL = Řezná hlava SL
BF = Vyvrtávací tyč s ploškou
BE = Vyvrtávací tyč s drážkou pro objímku EasyFix
5. Velikost spojky stroje
3 = Capto C3, vel. příruby 30 mm
4 = Capto C4, vel. příruby 40 mm
5 = Capto C5, vel. příruby 50 mm
6 = Capto C6, vel. příruby 63 mm
8 = Capto C8, vel. příruby 80 mm
08 = stopkový nástroj 8 x 8 mm
10 = stopkový nástroj 10 x 10 mm
12 = stopkový nástroj 12 x 12 mm
16 = stopkový nástroj 16 x 16 mm
20 = stopkový nástroj 20 x 20 mm
25 = stopkový nástroj 25 x 25 mm
32 = stopkový nástroj 32 x 32 mm
40 = stopkový nástroj 40 x 40 mm
A06 = stopkový nástroj 6/16" (3/8")
A08 = stopkový nástroj 8/16" (1/2")
A10 = stopkový nástroj 10/16" (5/8")
A12 = stopkový nástroj 12/16" (3/4")
A16 = stopkový nástroj 16/16" (1")
A20 = stopkový nástroj 20/16" (1 1/4")
A24 = stopkový nástroj 24/16" (1 1/2")
25 = řezná hlava SL o průměru 25 mm SL
32 = řezná hlava SL o průměru 32 mm SL
40 = řezná hlava SL o průměru 40 mm SL
70 = řezná hlava SL o průměru 70mm SL
16 = vyvrtávací tyč o průměru 16 mm
20 = vyvrtávací tyč o průměru 20 mm
25 = vyvrtávací tyč o průměru 25 mm
32= vyvrtávací tyč o průměru 32 mm
40 = vyvrtávací tyč o průměru 40 mm
50 = vyvrtávací tyč o průměru 50 mm
A10 = vyvrtávací tyč o průměru 10/16" (5/8")
A12 = vyvrtávací tyč o průměru 12/16" (3/4")
A16 = vyvrtávací tyč o průměru 16/16" (1")
A20 = vyvrtávací tyč o průměru 20/16" (1 1/4")
A24 = vyvrtávací tyč o průměru 24/16" (1 1/2")
A32 = vyvrtávací tyč o průměru 32/16" (2")
6. Provedení nástroje
R = Pravostranné provedení nástroje
L = Levostranné provedení nástroje
7. Maximální úhel sestupu při postupném zahlubování (RMPX)
07 = 7 stupňů
20 = 20 stupňů
45 = 45 stupňů
70 = 70 stupňů
8. Velikost lůžka břitové destičky
D = 1.5 mm
E = 2.0 mm
F = 2.5 mm
G = 3.0 mm
H = 4.0 mm
J = 5.0 mm
K = 6.0 mm
L = 8.0 mm
9. Maximální hloubka řezu
Například:
25 = CDX 25 mm
10. Typ přívodu řezné kapaliny
A = Přesný přívod řezné kapaliny z horní strany
B = Přesný přívod řezné kapaliny ze spodní strany
C = Přesný přívod řezné kapaliny z horní i ze spodní strany
D = Bez vnitřního přívodu řezné kapaliny
G = Vnitřní přívod řezné kapaliny
11. Upínací systém
A = Upínání pružinou
B = Upínání šroubem
C = Řešení pro výrobu mělkých drážek
D = Šroubová upínka s vyztužením
Zůstaňte informováni - odebírejte náš newsletter.
Zaregistrujte se k odběru našeho informačního bulletinu ještě dnes

SANDVIK CZ s.r.o.
+420228880910