
CoroMill® Dura pro obrábění hliníkových slitin
Sortiment
| Označení | ZEFF | APMX | DC mm (inch) | Krček | Lamač třísek | RE mm (inch) | Max. úhel sestupu při zahlubování | Přípustná hloubka drážky do plna |
| 1K223-NA/-NB | 3 | 1,5×D | 2–25 (.079–.984) | - | - | - | 20° | 1,5×D |
| 1K223-NG/-NH | 3 | 1,5×D | 2–25 (.079–.984) | ano | - | 0.2–4 (.008–.158) | 7° | 0.75×D |
| 1K233-NA/-NB | 3 | 2×D | 2–25 (.079–.984) | - | - | 0.2–4 (.008–.158) | 20° | 2×D |
| 1K253-NB | 3 | 3×D | 6–25 (.236–.984) | - | - | - | 5° | 0.5×D |
Volba nástroje

Univerzální řešení usnadňující rychlé zahájení práce
1K223-NA/NB
(z = 3, APMX = 1,5×D)

Varianta 2xD
1K233-NA/NB
(z=3, APMX=LU=2×D)

Velká hodnota AP, malé šířky záběru
1K253-NB
(z=3, APMX=LU=3×D)

Velké hodnoty LU, velké šířky záběru
1K223-NG/-NH
(z=3, APMX=1,5×D, LU=3×D)
Doporučení pro volbu řezných podmínek
 Ukázat doporučení pro volbu řezných parametrů.
Ukázat doporučení pro volbu řezných parametrů.Kód označení kazet
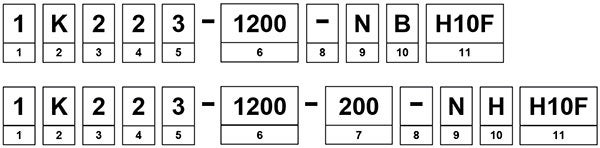
1 Řada
1: Univerzální
2 Geometrie čelních břitů
K: WhisperKut™
3 Úhel stoupání šroubovitých drážek
2: 25°<FHA≤35°
3: 35°<FHA≤45°
4 Průměrná maximální hloubka řezu pro daný typ nástroje (APMX/DC)
1: 0.6-1.0xDC
2: 1.1-1.5xDC
3: 1.6-2.0xDC
5: 2.6-3.0xDC
6: 3.1-3.5xDC
7: 3.6-4.0xDC
5 Počet zubů
2: Dva zuby
3: Tři zuby
4: Čtyři zuby
5: Pět zubů
7: Sedm zubů
6 Řezný průměr (DC) v 1/100
Např. 1200 = 12.00 mm (.472 inch)
7 Poloměr rohu v 1/100
Např. 200 = 2 mm (.079 inch)
8 Řezná kapalina
- Bez přívodu řezné kapaliny
C: S radiálním výstupem řezné kapaliny
A: S axiálním výstupem řezné kapaliny
9 Hlavní skupiny materiálů dle ISO
N: ISO N
X: Multimateriálové použití
10 Stopka
A: Válcová
B: Weldon
C: Válcová stopka s krčkem
D: Weldon s krčkem
E: Válcová, prodloužená
F: Weldon, prodloužená
G: Válcová stopka s krčkem, prodloužená
H: Weldon s krčkem, prodloužená
11 Nástrojová třída
Např. 1200 = 12.00 mm (.472 inch)
7 Poloměr rohu v 1/100
Např. 200 = 2 mm (.079 inch)
8 Řezná kapalina
- Bez přívodu řezné kapaliny
C: S radiálním výstupem řezné kapaliny
A: S axiálním výstupem řezné kapaliny
9 Hlavní skupiny materiálů dle ISO
N: ISO N
X: Multimateriálové použití
10 Stopka
A: Válcová
B: Weldon
C: Válcová stopka s krčkem
D: Weldon s krčkem
E: Válcová, prodloužená
F: Weldon, prodloužená
G: Válcová stopka s krčkem, prodloužená
H: Weldon s krčkem, prodloužená
11 Nástrojová třída
Zůstaňte informováni - odebírejte náš newsletter.
Zaregistrujte se k odběru našeho informačního bulletinu ještě dnes

SANDVIK CZ s.r.o.
+420228880910