
CoroDrill® DS20
Vrták s břitovými destičkami pro hloubky vrtání 4–7×DC, který nabízí spolehlivost, předvídatelnost a vynikající rychlost penetrace.

Volba geometrie středové břitové destičky
-M7
-L5
Volba nástrojové třídy středové břitové destičky
GC1344
GC1144
H13A

Volba geometrie obvodové břitové destičky
-M7W
-L5W
-S5W
-H5W
-L6W

Volba nástrojové třídy obvodové břitové destičky
GC4334
GC2044
GC4344
GC4324
H13A


Praktické rady
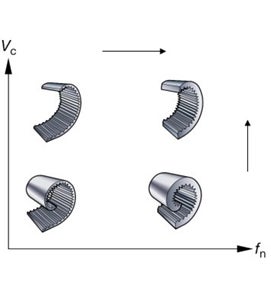
Kontrola utváření třísek
Kontrola utváření třísek a jejich odvádění jsou při vrtání považovány za naprosto zásadní otázky a závisí na celé řadě faktorů. Přečtěte si naše nejužitečnější praktické rady, jak dosáhnout dobré kontroly utváření třísek.

Dosažení dobré kvality díry
Dosažení dobré kvality díry může vyžadovat zvýšenou pozornost. Zde naleznete několik užitečných rad, čím začít.

MDI
Poloha vodících kolíků zajišťuje přesnou polohu břitu a umožňuje pootočení o 180º. To může být výhodné v případě, že stroj je v horším stavu, např. při problémech se souosostí nebo na nestabilních soustruzích.
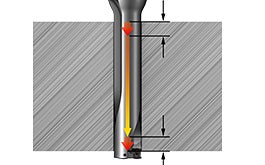
Operace se zvýšenou náročností
Operace se zvýšenou náročností, jako např. vrtání děr do skloněného nebo zakřiveného povrchu, křížících se děr nebo děr do nerovného povrchu, vyžadují před zahájením vlastního obrábění zvýšenou pozornost. Shromáždili jsme užitečné informace, které by vám výrobu děr kladoucích zvýšené nároky měly usnadnit.
Doporučení
První volba nástrojové třídy a geometrie
| První volba | Alternativní volba | ||||
| Středová břitová destička | Obvodová břitová destička | Středová břitová destička | Obvodová břitová destička | ||
| Nízkouhlíkové oceli | P | P1.1–1.2: -L5 1344 P1.3–1.5: -M7 1344 | P1.1: -H5W 4334 P1.2: -L5W 4334 P1.3–1.5: -M7W 4334 | -L5 1344 | -L5W 4324 -L5W 4334 -L5W 4344 -H5W 4344 -M7W 4324 -M7W 4344 |
| Nízkolegované oceli | P | -M7 1344 | -M7W 4334 | -M7 1344 | -M7W 4324 -M7W 4344 |
| Korozivzdorné oceli | M | -L5 1144 | -H5W 2044 | -L5 1144 | -L5W 2044 -L5W 4344 -H5W 4344 |
| Litiny | K | -M7 1344 | -M7W 4334 | -M7 1344 | -M7W 4324 -M7W 4344 |
| Neželezné kovy | N | -L5 H13A | -S5W H13A | -L5 1344 | -L5W 4344 |
| HRSA | S | -L5 1344 | -L6W 4344 (slitiny Inconel) -S5W 4344 (titanové slitiny) | -L5 H13A | -L5W H13A -S5W H13A |
| Tvrzené oceli | H | -L5 1344 | -L6W 4344 | -M7 1344 | -M7W 4344 |
Doporučení pro volbu nástrojového držáku
| |  |
 |
 |
| MDI | Adaptér ISO 9766 | Hydraulické sklíčidlo (CoroChuck® 930) |
|
| Typ stopky | Stopka MDI | Stopka ISO | Válcová stopka (k dispozici pouze v provedení na zakázku – Tailor Made®) |
| Možnosti upnutí | ✔ | ✔ | ✔ |
| Vystředění | ✔ | ✔ | ✔ |
| Velikost sortimentu | ✔ | ✔ | ✔ |
| Kvalita obrobené plochy | ✔ | ✔ | ✔ |
| Délka nástrojové sestavy | ✔ | ✔ | ✔ |
| Utahovací moment | ✔ | ✔ | ✔ |
Informace o lůžku břitové destičky a klíči pro dotažení upínacího šroubu
| Velikost vrtáku, mm (inch) | Velikost VBD | Velikost šroubu | Objednací kód šroubu (SCCOD) | Profil klíče TORXPLUS® | Kroutící moment, Nm (lbf-ft) | Výměnné hroty TORXPLUS® | Momentový šroubovák s výměnnými hroty (nastavitelný utahovací moment) | Momentový šroubovák (přednastavený utahovací moment) | Šroubovák bez kontroly utahovacího momentu |
| 15.00–18.00 (0.591–0.708) | 01 | M2.0 | 5513 020-27 | 6IP | 0.6 (0.44) | 5680 084-17 | 5680 105-01 | 5680 100-01 | 5680 046-08 |
| 18.01–22.00 (0.709–0.866) | 02 | M2.2 | 5513 020-88 | 7IP | 0.9 (0.66) | 5680 084-18 | 5680 105-01 | 5680 100-02 | 5680 046-03 |
| 22.01–27.00 (0.867–1.06) | 03 | M2.5 | 5513 020-58 | 7IP | 0.9 (0.66) | 5680 084-18 | 5680 105-01 | 5680 100-02 | 5680 046-03 |
| 27.01–33.00 (1.06–1.30) | 04 | M3.0 | 5513 020-57 | 9IP | 1.4 (1.03) | 5680 084-20 | 5680 105-02 | 5680 100-04 | 5680 046-04 |
| 33.01–40.00 (1.30–1.57) | 05 | M3.5 | 416.1-833 | 10IP | 2.0 (1.48) | 5680 084-21 | 5680 105-02 | 5680 100-05 | 5680 046-05 |
| 40.01–52.00 (1.58–2.05) | 06 | M4.0 | 416.1-834 | 15IP | 3.0 (2.21) | 5680 084-15 | 5680 105-02 | 5680 100-06 | 5680 046-02 |
| 52.01–65.00 (2.05–2.56) | 07 | M4.0 | 416.1-834 | 15IP | 3.0 (2.21) | 5680 084-15 | 5680 105-02 | 5680 100-06 | 5680 046-02 |
Poznámka:
- Aby se předešlo neočekávaným problémům se šrouby, je doporučeno použít momentový šroubovák
- Šrouby a výměnné hroty dodávané společně s nástrojem
- Výměnné hroty TORXPLUS® určené pro použití v kombinaci se stavitelným momentovým klíčem
Aplikace

Nejdůležitější novinky
Film s ukázkami CoroDrill® DS20
Prohlédněte si vrták CoroDrill DS20 v akci.
MDI
Dosáhněte stabilnějších tolerancí díry díky vysoce přesnému rozhraní pro vrtání MDI. Jednu velikost lze použít pro několik průměrů vrtáku, což přináší zmenšení skladových zásob nástrojů a snížení nákladů.

Tapeta CoroDrill® DS20
Stáhněte si tuto tapetu a nejdůležitější informace o vrtácích CoroDrill® DS20 budete mít ihned po ruce.
Zůstaňte informováni - odebírejte náš newsletter.
Zaregistrujte se k odběru našeho informačního bulletinu ještě dnes

SANDVIK CZ s.r.o.
+420228880910