
CoroBore® BR20
Dvoubřité hrubovací vyvrtávací nástroje umožňující flexibilní vyvrtávání


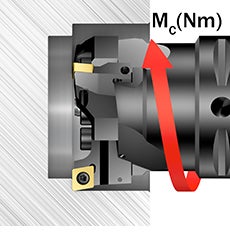
Kroutící moment
Vždy používejte momentový klíč a šrouby při upínání břitových destiček a při montáži nástrojové sestavy dotahujte doporučeným kroutícím momentem.

Upínání
Nikdy neupínejte tlumené nástroje Silent Tools™ přímo za tělo adaptéru.

Laserem vyznačená stupnice
Nastavení průměru usnadňuje laserem vyznačená stupnice na adaptéru.




Praktické rady

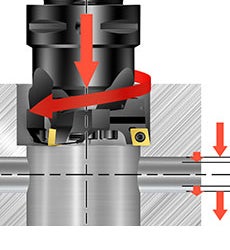
Seřízení nástroje pro zpětné vyvrtávání
Aby byla zajištěna správná funkce přívodu řezné kapaliny, vyjměte šroubovací zátku
z horního výstupního otvoru řezné kapaliny a zašroubujte jí do spodního výstupního otvoru řezné kapaliny
Otočte kazetu o 180°
Je-li to třeba, použijte distanční vložku
Změňte směr otáčení

Slepá díra
Při obrábění slepé díry je velmi důležité zajistit řádné odvádění třísek.
Pro dosažení správného utváření třísek jsou nezbytné správné hodnoty řezných parametrů
Zkontrolujte/přesvědčte se, že nedochází k hromadění třísek nebo otěru břitových destiček
Tlak a průtok řezné kapaliny by měl být dostatečně velký, aby umožnil odvádění třísek
U vertikálních obráběcích strojů je účinné odvádění třísek ještě důležitější, než u strojů horizontálních
Přerušované řezy
Obrábění s přerušovaným řezem, jako např. křížících se děr, klade vysoké nároky na kvalitu a stav břitových destiček.
Zvolte houževnatou nástrojovou třídu
S ohledem na zvýšení bezpečnosti obráběcího procesu zvolte odolné, čtvercové břitové destičky s negativním základním tvarem - platí pro stabilní podmínky
V případě těžkých přerušovaných řezů snižte hodnoty řezných parametrů
Nedostatečně tuhé stroje
Při hrubování se ujistěte, že stroj je pro konkrétní vyvrtávací aplikaci schopen poskytnout potřebný kroutící moment a výkon. Hlavními parametry, které mají největší vliv, jsou posuv, počet břitových destiček, průměr díry a hloubka řezu.
Doporučení
Všeobecná doporučení pro hrubovací vyvrtávání:
- Počáteční hodnoty: Při krátkém vyložení nástroje vc 200 m/min (platí v případě, že hodnota vc uvedená na obalu břitových destiček je vyšší než vc 200 m/min). Doporučené hodnoty posuvu a hloubky řezu zkontrolujte na obalu břitových destiček
- vc = 50 % doporučené hodnoty uvedené na obalu. Jestliže dochází ke vzniku vibrací, snižte řeznou rychlost a zvyšte posuv. Nepoužívejte současně max. doporučenou hodnotu posuvu a ap
- Poměr činné délky vůči průměru (ULDR) = Hloubka vrtání LU / Vyvrtávaný průměr DC
Řezné podmínky: CoroBore® 111
| Objednací kód | Nástrojová třída | Rozsah posuvů (fn) | Hloubka řezu (ap) | Řezná rychlost (vc) | ||||||
| Min. | Max. | Doporučeno | Min. | Max. | Doporučeno | Min. | Max. | Doporučeno | ||
| SPMT0606-BR | 4325 | 0.10 | 0.25 | 0.20 | 0.6 | 4.5 | 2.0 | 365 | 460 | 395 |
| SPMT0606-BM | 2025 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 260 | 265 | 265 |
| SPMT0606-BR | 3210 | 0.15 | 0,30 | 0.25 | 0.6 | 4.5 | 2.0 | 285 | 330 | 300 |
| SPMT0606-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 15 | 20 | 20 |
| SPMT0808-BR | 4325 | 0.15 | 0,35 | 0.20 | 0.8 | 6.5 | 2.5 | 325 | 425 | 395 |
| SPMT0808-BM | 2025 | 0.10 | 0.25 | 0.20 | 0.8 | 6.5 | 2.2 | 225 | 265 | 240 |
| SPMT0808-BR | 3210 | 0.20 | 0,50 | 0,30 | 0.8 | 6.5 | 2.5 | 235 | 315 | 285 |
| SPMT0808-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.8 | 6.5 | 2.2 | 15 | 20 | 20 |
| SPMT1212-BR | 4325 | 0.15 | 0,40 | 0.25 | 1.2 | 9.0 | 3.0 | 305 | 425 | 365 |
| SPMT1210-BM | 2025 | 0.10 | 0,30 | 0.20 | 1.0 | 9.0 | 2.5 | 205 | 265 | 240 |
| SPMT1212-BR | 3210 | 0.20 | 0,50 | 0,30 | 1.2 | 9.0 | 3.0 | 235 | 315 | 285 |
| SPMT1210-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 9.0 | 2.5 | 10 | 20 | 15 |
| SPMT1812-BR | 4325 | 0.20 | 0,40 | 0,30 | 1.2 | 12.0 | 3.8 | 305 | 395 | 345 |
| SPMT1810-BM | 2025 | 0.20 | 0,30 | 0.25 | 1.0 | 12.0 | 3.0 | 205 | 240 | 225 |
| SPMT1812-BR | 3210 | 0.25 | 0,50 | 0,30 | 1.2 | 12.0 | 3.8 | 235 | 300 | 285 |
| SPMT1810-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 12.0 | 3.0 | 10 | 20 | 15 |
Utahovací moment
Šroub břitové destičky
| ISO | ANSI | Neobsažené ISO | Kód | Velikost | Torx Plus | Nm | Ft/lbs |
| CC06 | CC2(1.5) | 5513 020-03 | M2,5 | 7IP | 0.9 | 0.7 | |
| CC09 | CC09 | 5513 020-09 | M3,5 | 15IP | 3.0 | 2.2 | |
| CC12 | CC43 | 5513 020-17 | M4x0,5 | 15IP | 3.0 | 2.2 | |
| SP06 | 5513 020-33 | M2,2 | 7IP | 0.8 | 0.59 | ||
| SP08 | 5513 020-57 | M3 | 9IP | 1.7 | 1.25 | ||
| SP12 | 416.1-833 | M3,5 | 10IP | 2 | 1.48 | ||
| SP18 | 5513 020-25 | M4 | 15IP | 3 | 2.2 | ||
| SN15 | SN54 | 5512 086-03 | M6 | 20IP | 6.4 | 4.7 | |
Maximální řezný moment a otáčky
| Kódová označení nástrojových sad | Adaptéry | Max. řezný moment | Max. otáčky | |
| Nm | ft-lb | |||
| BR20D-29CC06F/SP06Y-C4L | C4-BR20D-A-189 | 100 | 74 | 15000 |
| BR20D-36CC06F/SP06Y-C3L | C3-BR20D-B-205 | 165 | 122 | 11000 |
| BR20D-45CC09F/SP08Y-C3L | C3-BR20D-C-208 | 290 | 214 | 9000 |
| BR20D-45CC09F/SP08Y-C4L | C4-BR20D-C-257 | 290 | 214 | 9000 |
| BR20D-45CC09F/SP08Y-C6L | C6-BR20D-C-284 | 290 | 214 | 11000 |
| BR20D-56CC09F/SP08Y-C4L | C4-BR20D-D-207 | 350 | 258 | 12000 |
| BR20D-56CC09F/SP08Y-C5L | C5-BR20D-D-323 | 350 | 258 | 7000 |
| BR20D-56CC09F/SP08Y-C6L | C6-BR20D-D-350 | 350 | 258 | 8 000 |
| BR20D-71CC12F/SP12Y-C5M | C5-BR20D-E-282 | 580 | 428 | 7000 |
| BR20D-71CC12F/SP12Y-C6M | C6-BR20D-E-382 | 580 | 428 | 7000 |
| BR20D-90CC12F/SP12Y-C6M | C6-BR20D-F-380 | 780 | 575 | 5000 |
| BR20D-90CC12F/SP12Y-C8M | C8-BR20D-F-480 | 780 | 575 | 4000 |
| BR20D-116CC12F/SP12Y-C8S | C8-BR20D-G-388 | 940 | 693 | 5000 |
| BR20D-116CC12F/SP12Y-C8M | C8-BR20D-G-478 | 940 | 693 | 4000 |
| BR20D-150CC12F/SP12Y-C8M | C8-BR20D-H-478 | 1000 | 738 | 4000 |
CoroBore® BR20/CoroBore® BR20 s technologií Silent Tools™
| Břitové destičky 90° | Břitové destičky 84° | ||||||||||
| Velikost | DCN (mm) | DCX (mm) | ISO | ANSI | Nm | Ft/lbs | Velikost šroubu | Neobsažené v ISO | Nm | Ft/lbs | Velikost šroubu |
| A | 23 | 29 | CC06 | CC2(1.5) | 4.8 | 3.5 | M4 | SP06 | 4.8 | 3.5 | M4 |
| B | 28 | 36 | CC06 | CC2(1.5) | 4.8 | 3.5 | M4 | SP06 | 4.8 | 3.5 | M4 |
| C | 35 | 45 | CC09 | CC3(2.5) | 9 | 6,6 | M5 | SP08 | 9 | 6,6 | M5 |
| D | 44 | 56 | CC09 | CC3(2.5) | 16.0 | 11.8 | M6 | SP08 | 16.0 | 11.8 | M6 |
| E | 55 | 71 | CC12 | CC43 | 38.0 | 28.0 | M8 | SP12 | 38.0 | 28.0 | M8 |
| F | 70 | 90 | CC12 | CC43 | 75 | 55 | M10 | SP12 | 75 | 55 | M10 |
| G | 89 | 116 | CC12 | CC43 | 75 | 55 | M10 | SP12 | 75 | 55 | M10 |
| H | 115 | 150 | CC12 | CC43 | 75 | 55 | M10 | SP12 | 75 | 55 | M10 |
Upínání nástrojů
Rozhodujícími parametry při volbě nástrojového držáku pro vyvrtávací operace jsou jeho ohybová tuhost a schopnost přenosu krouticího momentu. První volbou by vždy měly být nástroje se spojkou
Coromant Capto®, která nabízí vynikající opakovatelnost a ze všech upínacích rozhraní na trhu vykazuje nejlepší vlastnosti z hlediska stability. Ke spojení adaptéru Silent Tools™ s vřetenem stroje vždy použijte pouze jeden mezikus (adaptér).
Zůstaňte informováni - odebírejte náš newsletter.
Zaregistrujte se k odběru našeho informačního bulletinu ještě dnes

SANDVIK CZ s.r.o.
+420228880910