
CoroMill® MS20
Kenar frezeleme yeniden tanımlandı
Çeşitlere genel bakış
Kesici gövdeleri
| Kesici çapı aralığı | 15,8–84 mm (inç eşdeğeri) | |
| Kesici gövdesi arabirimi | Silindirik sap, Coromant® EH, MSSC, Arbor, Coromant Capto® ve Weldon (inç) | 119 ürün |
| Kesici gövdesi arabirimi | CIS ve Weldon (metrik) | 13 ürün |

Kesici gövdeleri için CAPP ailesi M253 mevcuttur.
Kesici uçlar
| Kesici uç IC boyutu | IC10 |
| Kesici uç geometrisi | E-L50, M-M20 ve M-M30 |
| Kesici uç köşe yarıçapı | 0,2, 0,4, 0,8 ve 1,6 |
| Kesici uç kalitesi | 1040, 2040, S30T ve S40T |
| Ürün sayısı | 27 |
Kesme değerleri
hex önerileri
| ISO alanı | Kaliteler | hex, mm (inç) | hex, mm (inç) | hex, mm (inç) |
| | | E-L50 | M-M20 | M-M30 |
| M1.0.Z.AQ (1.4404 / 316L) | 1040, 2040 | 0,1 (0,05–0,15) 0,004 (0,002–0,006) | 0,1 (0,08–0,15) 0,004 (0,003-0,006) | |
| M3.2.Z.AQ (SAF2205) | 1040, 2040 | 0,08 (0,05–0,12) 0,003 (0,002-0,0047) | 0,08 (0,05–0,12) 0,003 (0,002-0,0047) | |
| S4.2.Z.AN (TiAl6V4) | S30T | 0,1 (0,05–0,15) 0,004 (0,002–0,006) | 0,1 (0,08–0,15) 0,004 (0,003-0,006) | 0,13 (0,08–0,2) 0,0051 (0,003-0,008) |
| S2.0.Z.AG (İnkonel 718) | S30T, 2040 | 0,08 (0,05–0,12) 0,003 (0,002-0,0047) | 0,08 (0,05–0,12) 0,003 (0,002-0,0047) | 0,1 (0,08–0,15) 0,004 (0,003-0,006) |
Kesme hızı önerileri
| Malzeme | Kalite | vc m/dak (ft/dak) |
| M1.0.Z.AQ (1.4404 / 316L) | 1040 | 75–155 (246–509) |
| 2040 | 90–135 (295–443) | |
| S30T | 90–155 (295–509) | |
| S40T | 135–235 (443–771) | |
| M3.2.Z.AQ (SAF2205) | 1040 | 80–110 (262–361) |
| 2040 | 90–135 (295–443) | |
| S30T | 90–130 (295–427) | |
| S40T | 90–135 (295–443) | |
| S4.2.Z.AN (TiAl6V4) | 2040 | 35–80 (115–262) |
| S30T | 35–105 (115–344) | |
| S40T | 35–60 (115–213) | |
| S2.0.Z.AG (İnkonel 718) | 2040 | 30–50 (98–164) |
| S30T | 30–55 (98–180) | |
| S40T | 25–50 (82–164) |
Kesme değerleri, APMX ve AZ
| APMX | 9 mm (0,35 inç) |
| Önerilen ap | 4 mm (0,16 inç) |
| AZ | 1 mm (0,04 inç) |
Kesme değerleri, doğrusal ve helisel açılı frezeleme
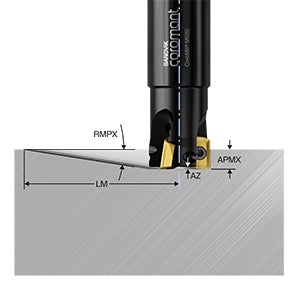
| DCX, metrik | DCX, inç | RMPX (der) | Lm, mm (inç) | Maks Dm, mm (inç) | Düz min Dm, mm (inç) | Min Dm, mm (inç) |
| | ⅝" | 7,8 | 65,7 (2,85) | 30,15 (1,19) | 27,75 (1,08) | 23,75 (0,93) |
| 16mm | | 7,7 | 66,6 (2,61) | 30,4 (1,2) | 28 (1,10) | 25 (0,97) |
| | ¾" | 5,4 | 95,2 (2,57) | 36,5 (1,44) | 34,1 (1,33) | 30,1 (1,18) |
| 20mm | | 4,9 | 105 (4,13) | 38,4 (1,50) | 36 (1,42) | 33 (1,3) |
| 25mm | | 3,3 | 156,1 (6,15) | 48,4 (1,91) | 46 (1,80) | 43 (1,68) |
| | 1 inç | 3,2 | 161 (6,34) | 46,8 (1,82) | 46,8 (1,83) | 42,8 (1,68) |
| | 1 ¼" | 2,2 | 234,3 (9,21) | 61,9 (2,44) | 59,5 (2,33) | 55,5 (2,18) |
| 32mm | | 2,2 | 234,3 (9,21) | 62,4 (2,46) | 60 (2,35) | 57 (2,23) |
| | 1 ½" | 1,7 | 303,2 (11,94) | 72,2 (2,83) | 72,2 (2,83) | 68,2 (2,68) |
| 40mm | | 1,6 | 322,2 (12,68) | 78,4 (3,09) | 76 (2,98) | 73 (2,86) |
| 50mm | | 1,2 | 429,7 (16,92) | 98,4 (3,86) | 96 (3,78) | 93 (3,65) |
| | 2" | 1,2 | 429,7 (16,92) | 97,6 (3,83) | 97,6 (3,83) | 93,6 (3,68) |
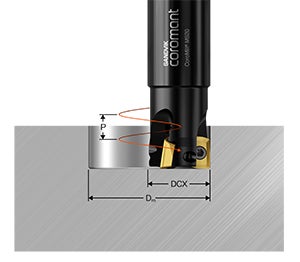
Kesme değerleri, dalma frezeleme


Eksenel kesme kuvvetleri
| ISO alanı | Referans malzemesi | Maks ae, mm (inç) | İlerleme, mm/z (inç/z) |
| ISO M | M1.0.Z.AQ (1.4404 / 316L) | 4 (0,157) | 0,10 (0,08–0,15) (0,004 (0,003–0,006)) |
| ISO M | M3.2.Z.AQ (SAF2205) | 4 (0,157) | 0,08 (0,05–0,12) (0,003 (0,002–0,0004)) |
| ISO S | S4.2.Z.AN (TiAl6V4) | 3 (0,118) | 0,08 (0,05–0,12) (0,003 (0,002–0,0004)) |
| ISO S | S2.0.Z.AG (İnkonel 718) | 3 (0,118) | 0,08 (0,05–0,12) (0,003 (0,002–0,0004)) |
Değişken kesme derinliği
- Özellikle ISO M malzemelerde artan kesici uç takım aşınması için, her pasoda kesme derinliği (ap) değiştirilebilir, böylece çentik aşınması daha yavaş gelişir
- ap için ofset değeri: APMX'in %25–75'i
CoroMill® MS20 için 2,5 ile 6,5 mm (0,098 ile 0,256 inç) arasında bir değer önerilir

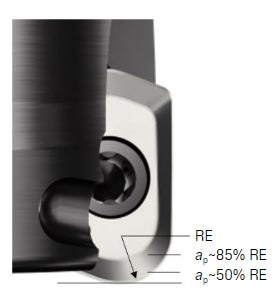
Büyük yarıçap kullanımı
- Büyük kesici uç köşe yarıçapı, özellikle yuva frezeleme operasyonlarında köşe almada ve daha büyük eğimli frezeleme açısı değeri ile açılı frezelemede güvenliği artırır
- Kesme kuvveti / iş mili yükü artacaktır
- Yüzey kalitesi daha düşük olacaktır
- Uzun kullanma mesafesine sahip uygulamalarda titreşimlere yol açabilir
- ap ≤%85 RE ile kullanıldığında, minimum çentik aşınması özelliği sağlanır
- ap ≤ %50 RE ile kullanıldığında, yüksek ilerlemeli frezeleme stratejileri uygulanabilir
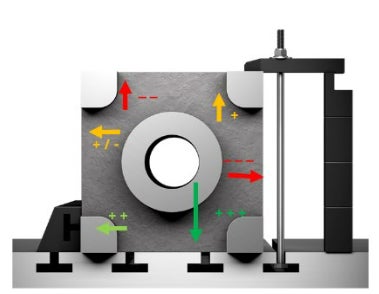
Fikstür sınırlamaları
- Kesme yönünü seçerken ve yön değiştirirken boyut tutturma dikkate alınmalıdır
- Kesme yönünün tezgah masasına doğru olması en yüksek stabiliteyi sağlar ve bunu doğrudan masaya monte edilmiş rijit destek takip eder
ISO M malzemelerde karşılaşılan işleme zorlukları
Uygulamalar
- Açık ve kapalı yuva frezeleme
- Helisel açılı frezeleme çevrimleri ile tam kanal açma ve delik işleme
- Uzun kullanma mesafesiyle havuz frezeleme
- Düşük kavrama ile kenar frezeleme
- Çok amaçlı tornalarken frezeleme
Zorluklar
- Talaş oluşumu
- Kesici uç güvenliği ve güvenilirliği
- Uzun kullanma mesafesiyle işleme
- Öngörülebilir ve tekrarlı takım ömrü
CoroMill® MS20 çözümü
- Yapışkan malzemelerde mükemmel talaş oluşumu ve tahliyesi için M-M20 geometrisini kullanın
- M-M30 geometrisi sert malzemelerde (duplex) daha yüksek güvenlik sağlar. Geometrinin yüksek kenar hattı tokluğu, kesici ucun stabil operasyonlarda daha yüksek verimlilikle (yüksek kesme değerleri) kullanılmasını sağlar
- E-L50 geometrisini uzun kullanma mesafesine sahip uygulamalarda kullanın, burada daha keskin ve dolayısıyla daha hafif olan kesme kenarı titreşimleri azaltmaya yardımcı olur
- Güçlü çelik takım sapı tasarımı, daha iyi stabilite sunar ve sapmayı azaltır.
- İki kesme kenarı da eşit takım ömrüne sahiptir ve M-M20 geometrisi özellikle östenitik paslanmaz çelikte öngörülebilir ve aşamalı aşınma özellikleri sağlar
ISO S malzemelerde karşılaşılan işleme zorlukları
Uygulamalar
- Açık ve kapalı yuva frezeleme
- Helisel açılı frezeleme çevrimleri ile tam kanal açma ve delik işleme
- Uzun kullanma mesafesiyle havuz frezeleme
- Düşük kavrama ile kenar frezeleme
- Çok amaçlı tornalarken frezeleme
Zorluklar
- Talaş tahliyesi
- Kesici uç güvenliği ve güvenilirliği
- Takım ömrü
- Kesici gövdesi hasarı (talaş ovalama)
CoroMill® MS20 çözümü
- Yapışkan malzemelerde mükemmel talaş oluşumu ve tahliyesi için E-L50 geometrisini kullanın.
- M-M20 ve M-M30 geometrileri, sırasıyla titanyum ve İnkoneldeki daha zorlu uygulamalarda daha yüksek güvenlik sağlar
- Bu geometrilerin yüksek kenar hattı tokluğu, kesici uçların stabil operasyonlarda daha yüksek verimlilikle (yüksek kesme değerleri) kullanılmasını sağlar
- Güçlü çelik takım sapı tasarımı, daha iyi stabilite sunar ve sapmayı azaltır. Geliştirilmiş takım gövdesi malzemesi, talaş ovalamasına karşı daha fazla dayanabilir
CoroMill® MS20 için CoroPlus® Takım Kılavuzu

- Spesifik uygulama gereksinimlerinize göre uyarlanmış hızlı ve doğru takım önerileri için çevrimiçi takım seçici CoroPlus® Takım Kılavuzunu kullanın
- Takım, operasyon, malzeme ve tezgaha bağlı olarak, uygulamanıza uygun doğru takımı ve parametreleri seçin
- Seçimi kolay, kullanımı kolay
- Tüm CoroMill® MS20 uygulama alanlarını destekler
Haber bültenine kayıt olun ve güncellemelerden ilk sizin haberiniz olsun.
Haber bültenimize bugün abone olun

Sandvik Coromant Turkey
+902164530730