
CoroMill® 331
Çok amaçlı kenar ve yüzey frezesi

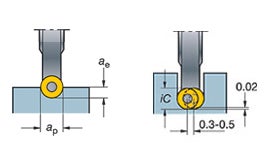
90º kenar ve yüzey frezesinde genişlik nasıl ayarlanır.Ayarlar
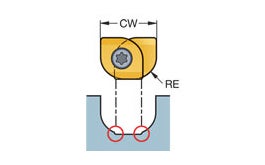
Büyük köşe radyüslü kesici uçlarla çalışma
Yuvarlak kesici uçlarla çalışma
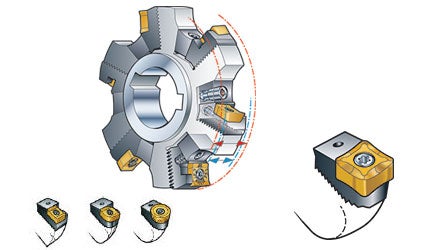
IC/2'den daha derin kanallar için, her bir kasette 0,5 mm (0,020 inç) kadar ayar yapılması tavsiye edilir



Uygulama ipuçları
Öneriler
Kesici gövdesi seçimi
- Kesiciler uygulama alanlarına uygun şekilde tasarlanır ve adlandırılır, örneğin tam kenar ve yüzey, yarım kenar ve yüzey, geri yüzey.
- Gereken ar için en iyi stabiliteyi sağlamak üzere en küçük kesici çapını kullanın
- Sabit bir çap ile yüksek verim sağlamak için zn değeri yüksek kesici kullanın
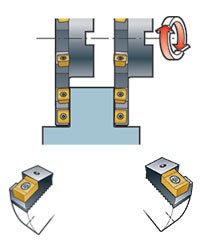
Tam kenar ve yüzey kesici
| Sağ yönlü kesici | |
| Sağ yönlü kaset |
|
| Sol yönlü kaset | |
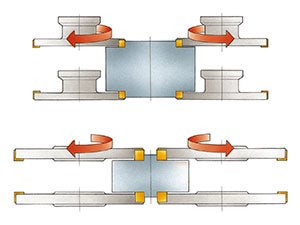
Tek taraflı kenar ve yüzey kesici
| İş mili dönüşü R | İş mili dönüşü L | ||
| R tipi kesici R331.52…R R Kaset |
 |
L tipi kesici L331.52…L L Kaset |
|
| R tipi kesici R331.52…L L Kaset |
L tipi kesici L331.52…R R Kaset |
||
| R tipi kesici R331.52 |
L tipi kesici L331.52 |
||
| L tipi kesici L331.52 |
R tipi kesici R331.52 |
||
Kesme kenarı uzunluğu
Kanal açma için tam kenar ve yüzey frezeleme kesicisi seçilirken her zaman en küçük kesici genişliği önerilir. Stabil bir işleme için iki kesici ucun üst üste binmesini optimize etmek önemlidir.
Kaset seçimi
Yarım kenar ve yüzey frezesi
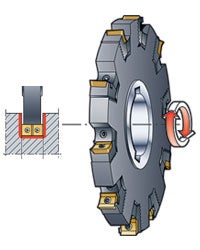
Tam kenar ve yüzey frezesi
Not: Kesici çapı, DC, 8 kenarlı kare kesici uçlar 3,2 mm (0,126 inç) daha büyük olacaktır.
İlk tercih kesici uç
Tam kenar ve yüzey frezeleme 
| Kaba talaş işleme | M30 4330 | L50 2040 | M30 3040 | WL H13A | L50 S30T | M30 1130 |
| Orta talaş işleme | M30 1130 | L50 1040 | M30 1020 | NL H13A | L50 S30T | M30 1130 |
| İnce talaş işleme | L50 1130 | L30 1040 | KL 1020 | NL H13A | L30 S30T | PL S30T |
| P | M | K | N | S | H |
Islak koşulların önerildiği ISO-S dışındaki tüm malzeme grupları için tavsiyeler kuru koşullara göre verilmiştir. Islak koşullar için PVD kaplamalı kalite kullanmayı düşünün.
Tek taraflı ve çift taraflı kenar frezeleme 
| Kaba talaş işleme | PM 4330 | L50 2040 | KM 3330 | WL H13A | L50 S30T | M30 4330 |
| Orta talaş işleme | M30 4330 | L50 2040 | M30 3040 | NL H13A | L50 S30T | M30 1130 |
| İnce talaş işleme | L50 1130 | L30 1040 | M30 1020 | NL H13A | L30 S30T | PL S30T |
| P | M | K | N | S | H |
Islak koşulların önerildiği ISO-S dışındaki tüm malzeme grupları için tavsiyeler kuru koşullara göre verilmiştir. Islak koşullar için PVD kaplamalı kalite kullanmayı düşünün.
Geometri tercihi
| Rahat, uygun koşullar | Tok, kötü koşullar | ||||
|
| |||||
| Keskinlik | Tokluk | ||||

|

|

|
|
|

|
| H-NL | L30 | X-XL | L50 | M30 | X-XM |
Kesme değerleri
| Sipariş kodu | ISO malzeme | fz | hex | ||
| Başlangıç değeri | Min.- maks. | Başlangıç değeri | Min.- maks. | ||
| N331.1A-……E-L30 |
| 0,06 | (0,01‒0,08) | 0,05 | (0,01‒0,07) |
| N331.1A-……E-L50 |
| 0,09 | (0,02‒0,17) | 0,08 | (0,02‒0,15) |
| N331.1A-……E-M30 |
| 0,14 | (0,05‒0,20) | 0,12 | (0,04‒0,17) |
| N331.1A-…...x-NL |
| 0,12 | (0,01‒0,17) | 0,10 | (0,01‒0,15) |
| N331.1A-…...x-xL |
| 0,12 | (0,04‒0,17) | 0,10 | (0,03‒0,15) |
| N331.1A-...…x-xM |
| 0,12 | (0,04‒0,17) | 0,10 | (0,03‒0,15) |
| N331.1A-...…x-xM |
| 0,17 | (0,06‒0,29) | 0,13 | (0,05‒0,25) |
| R/L331.1A-……H-WL |
| 0,09 | (0,02‒0,12) | 0,08 | (0,02‒0,10) |
| R/L331.1A-……H-WL |
| 0,12 | (0,05‒0,17) | 0,10 | (0,04‒0,15) |
Haber bültenine kayıt olun ve güncellemelerden ilk sizin haberiniz olsun.
Haber bültenimize bugün abone olun

Sandvik Coromant Turkey
+902164530730