
CoroMill® MH20
Yüksek ilerleme ile yuva frezeleme
Talimatlar
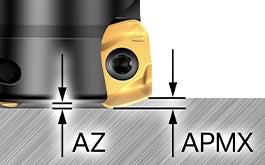
Maksimum kesme derinliği (APMX)
Maksimum kesme derinliği:
IC06: 0,8 mm (0,031 inç)
IC08: 1,3 mm (0,051 inç)
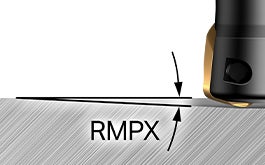
Eğimli frezeleme açısı (RMPX)
Eğimli frezeleme açısı:
IC06: 3,6°–10,1°
IC08: 1,7°–10,7°

Programlama yarıçapı (REEQ)
Programlama yarıçapı:
IC06: 2,0 mm (0,079 inç)
IC08: 2,5 mm (0,098 inç)
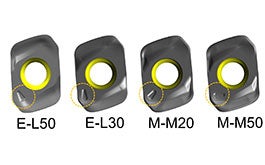
Geometri işaretleri
Kesici uçlarda geometrileri ayırt etmek için belirgin işaretler bulunur.
Uygulama ipuçları
Başarılı açılı frezeleme için üç husus
Açılı frezeleme, yuva işleme sırasında iş parçasına yaklaşmada etkili bir yöntemdir. Açılı frezeleme sırasında üç hususun dikkate alınması ve doğru biçimde uygulanması gereklidir.
Dalma yöntemi
Dalma frezeleme yaparken, çok dişli kavrama sağlamak için ekstra sık ağızlı bir takım kullanılmalıdır. Önemli dalma frezeleme ipuçlarını öğrenerek başarılı dalma frezeleme uygulamaları sağlayın.
Öneriler
Kod anahtarları
Kesici gövdesi
| M | H | 2 | 0 | - | (A) | R | 0 | 2 | 5 | A | 2 | 5 | - | 0 | 6 | M |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||||||
- Frezeleme
- Yüksek ilerleme
- Ürün grubu = 2
- Versiyon = 0
- İnç kesiciler
- R = Sağ yönlü
- DCX
- Bağlama tipleri
A/O = Silindirik (metrik/inç)
Q/R = Arbor (metrik/inç)
EH = EH adaptörü
- Bağlama boyutu
- Kesici uç boyutu
- Hatve: L/M/H
Kesici uç
| M | H | 2 | 0 | - | 0 | 8 | 0 | 4 | 2 | 5 | M | - | M | 2 | 0 | 1 | 1 | 3 | 0 | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||||||||||
- Frezeleme
- Yüksek ilerleme
- Ürün grubu = 2
- Versiyon = 0
- Kesici uç boyutu
- Kalınlığı
- Programlama yarıçapı
- Kenar kalitesi
E: Çevresel taşlanmış
M: Doğrudan preslenmiş
- Geometri
- Kalite
Geometriler
 |  |  |  |
| E-L30 | E-L50 | M-M20 | M-M50 |
| Çevresel taşlanmış geometri | Çevresel taşlanmış geometri | Doğrudan preslenmiş geometri | Doğrudan preslenmiş geometri |
| ISO S ve M | ISO S ve M | ISO P ve H | ISO P |
|
|
|
|
Kesme değerleri, ilerleme önerileri
| ISO alanı | Kalite | Kesici uç boyutu | Geometri | fz, başlangıç değeri (min-maks) | |
| mm/z | inç/z | ||||
| ISO S (TiAl6V4) | S30T, S40T, GC2040 | IC06 | E-L30 | 0.3 (0.1–0.6) | .012 (.004–.024) |
| IC08 | E-L30 | 0.45 (0.1–0.6) | .018 (.004–.024) | ||
| IC06 | E-L50 | 0.35 (0.1–0.6) | .014 (.006-.024) | ||
| IC08 | E-L50 | 0.5 (0.1–0.6) | .020 (.006-.024) | ||
| ISO S (Inconel) | S30T, S40T, GC2040 | IC06 | E-L50 | 0.35 (0.1–0.6) | .014 (.006-.024) |
| IC08 | E-L50 | 0.5 (0.1–0.6) | .020 (.006-.024) | ||
| ISO M (316L) | GC1040, GC2040, S30T, S40T | IC06 | E-L30 | 0.3 (0.2–0.8) | .012 (.008–.031) |
| IC08 | E-L30 | 0.45 (0.2–0.8) | .018 (.008–.031) | ||
| IC06 | E-L50 | 0.35 (0.2–0.8) | .014 (.008-.032) | ||
| IC08 | E-L50 | 0.5 (0.2–0.8) | .020 (.008-.032) | ||
| ISO P | GC1130, GC4340 | IC06 | M-M20 | 0.6 (0.2–0.8) | .024 (.008–.031) |
| IC08 | M-M20 | 0.7 (0.2–1.0) | .028 (.008–.039) | ||
| IC06 | M-M50 | 0.8 (0.45–1.0) | .031 (.018–.039) | ||
| IC08 | M-M50 | 1.0 (0.45–1.3) | .039 (.018–.051) | ||
| ISO H | GC1010, GC1130 | IC06 | M-M20 | 0.45 (0.15–0.6) | .018 (.006–.024) |
| IC08 | M-M20 | 0.55 (0.1–0.8) | .022 (.039–.031) | ||
Kesme değerleri, kesme hızı önerileri
| ISO alanı | Kalite | vc, (min-maks) | |
| m/dak | feet/dak | ||
| ISO S (TiAl6V4) | S30T | 75–115 | 246–377 |
| S40T | 75–100 | 246–328 | |
| GC2040 | 31–40 | 102–131 | |
| ISO S (Inconel) | S30T | 40–60 | 131–197 |
| S40T | 40–60 | 131–197 | |
| GC2040 | 40–60 | 131–197 | |
| ISO M (316L) | GC1040 | 115–180 | 377–591 |
| GC2040 | 160–225 | 525–738 | |
| S30T | 155–250 | 509–820 | |
| S40T | 165–235 | 541–771 | |
| ISO P | GC1130 | 150–265 | 492–869 |
| GC4340 | 150–265 | 492–869 | |
| ISO H | GC1010 | 75–115 | 246–377 |
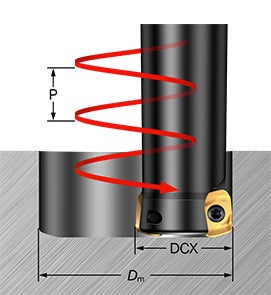
Helisel açılı frezeleme
| Metrik kesiciler (DCX) | İnç kesiciler (DCX) | IC06 kesici uçlar | IC08 kesici uçlar | ||||||
| Maks. ap 0,8 mm (0,031 inç) | Maks. ap 1,3 mm (0,051 inç) | ||||||||
| Maks. eğimli frezeleme açısı (RMPX) | Maks. Dm | Düz min. Dm | Min. Dm | Maks. eğimli frezeleme açısı (RMPX) | Maks. Dm | Düz min. Dm | Min. Dm | ||
| 5/8 | 10.1° | 31.8 | 23.4 | 22.4 | |||||
| 16 | 9.5° | 32.0 | 23.6 | 22.6 | |||||
| 3/4 | 6.5° | 38.2 | 29.8 | 28.8 | 10.7° | 38.2 | 27.6 | 26.1 | |
| 20 | 5.8° | 40.0 | 31.6 | 30.6 | 9.6° | 40.0 | 29.4 | 27.9 | |
| 25 | 3.7° | 50.0 | 41.6 | 40.6 | 5.7° | 50.0 | 39.4 | 37.9 | |
| 1 | 3.6° | 50.8 | 42.4 | 41.4 | 5.5° | 50.8 | 40.2 | 38.7 | |
| 11⁄4 | 3.6° | 63.6 | 53.0 | 51.5 | |||||
| 32 | 3.6° | 64.0 | 53.4 | 51.9 | |||||
| 11⁄2 | 2.7° | 76.2 | 65.6 | 64.1 | |||||
| 40 | 2.5° | 80.0 | 69.4 | 67.9 | |||||
| 44 | 2.3° | 88.0 | 77.4 | 75.9 | |||||
| 50 | 1.7° | 100.0 | 89.4 | 87.9 | |||||
| 2 | 1.7° | 101.6 | 91.0 | 89.5 | |||||
| 52 | 1.6° | 104 | 93.4 | 91.9 | |||||
| 54 | 1.5° | 108 | 97.4 | 95.9 | |||||
| 63 | 1.1° | 126 | 115.4 | 113.9 | |||||
| 21⁄2 | 1.1° | 127 | 116.4 | 114.9 | |||||
| 66 | 1.0° | 132 | 121.4 | 119.9 | |||||
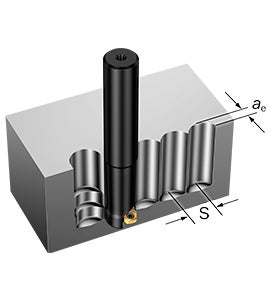
Dalma frezeleme
Kullanma mesafesi L ≤ 3×D
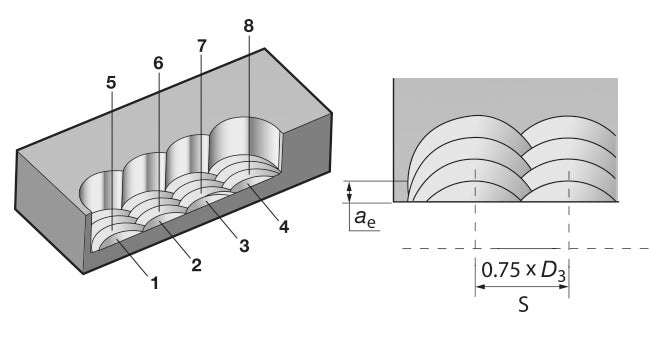
Not! S ≤ 20 mm olmalıdır
| IC | Maks. ae, mm (inç) | İlerleme, mm/z (inç/z) |
| 06 | 4 (0.157) | 0.10 (0.05–0.15) (0.004 (0.002–0.006)) |
| 08 | 5.5 (0.217) | 0.12 (0.05–0.15) (0.005 (0.002–0.006)) |
Kullanma mesafesi L ≥ 3×D
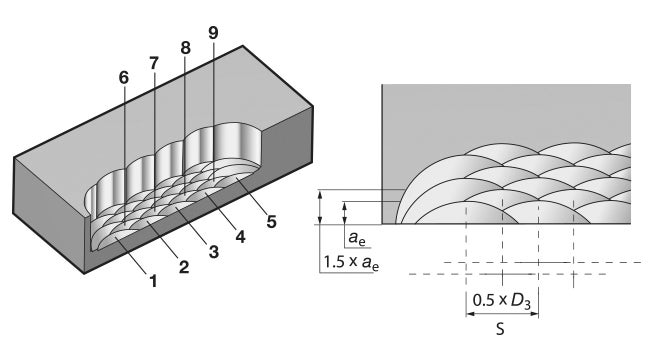
Not! S ≤ 20 mm olmalıdır
| IC | Maks. ae, mm (inç) | İlerleme, mm/z (inç/z) |
| 06 | 4 (0.157) | 0.08 (0.05–0.15) (0.003 (0.002–0.006)) |
| 08 | 5.5 (0.217) | 0.1 (0.05–0.15) (0.004 (0.002–0.006)) |
Haber bültenine kayıt olun ve güncellemelerden ilk sizin haberiniz olsun.
Haber bültenimize bugün abone olun

Sandvik Coromant Turkey
+902164530730