
CoroTurn XS
การกลึงในสำหรับชิ้นงานขนาดเล็กที่ต้องการคุณภาพสูง
คำแนะนำ

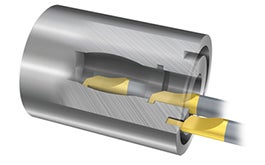
ตัวต่อแบบจับยึดด้วยคอลเลท
ใช้ตัวต่อแบบจับยึดด้วยคอลเลทเพื่อให้มีความแข็งแกร่งในการจับยึดและมีประสิทธิภาพสูงสุด ความมั่นคงที่สูงขึ้นช่วยลดการสั่นสะเทือนระดับจุลภาคจึงทำให้เครื่องมือมีอายุการใช้งานยาวนานยิ่งขึ้น

ตัวต่อสำหรับสะพานมีดด้านนอก
หากเครื่องมือทรงกระบอกไม่มีตำแหน่งในการทำงานหรือมีตำแหน่งที่จำกัด ก็สามารถนำตัวต่อเครื่องมือด้ามสี่เหลี่ยมสำหรับสะพานมืดด้านนอกมาใช้งานในเครื่องจักรระบบป้อนอัตโนมัติได้ เพื่อให้มีพื้นที่วางภายในเครื่องจักรและเพิ่มประสิทธิภาพการผลิตให้สูงมากขึ้น

เครื่องจักรระบบป้อนอัตโนมัติ
มาเรียนรู้วิธีการกำหนดค่าเครื่องจักรระบบป้อนอัตโนมัติเพื่อช่วยให้คุณมีกระบวนการตัดเฉือนที่สม่ำเสมอและมีประสิทธิภาพ
เครื่องจักรระบบป้อนอัตโนมัติ
คำแนะนำ
ตัวเลือกเครื่องมือ
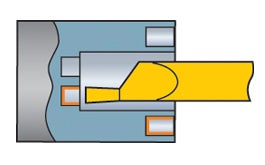
การกลึง (CXS-xxT…)
การกลึง 98º และ 90º สำหรับรูที่ขนาดไม่เกิน 0.3 มม. (0.012 นิ้ว)
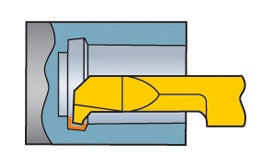
การกลึงขึ้นรูป (CXS-xxR…)
สำหรับรูที่ขนาดไม่เกิน 4.2 มม. (0.165 นิ้ว), ขนาดรัศมีเม็ดมีด 0.5–1 มม. (0.02–0.039 นิ้ว)
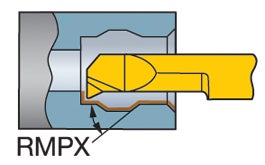
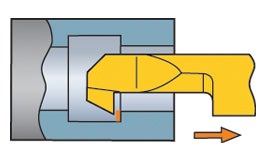
การกลึงร่อง (CXS-xxG…)
เครื่องมือกลึงร่องทุกรุ่นจะให้ร่องที่มีฐานเรียบและรัศมีมุมแหลม สำหรับรูที่ขนาดไม่เกิน 2.0 มม. (0.079 นิ้ว), ขนาดรัศมีเม็ดมีด: 0.5–2 มม. (0.020–0.079 นิ้ว)
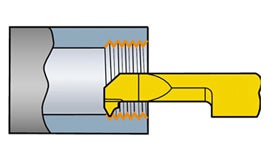
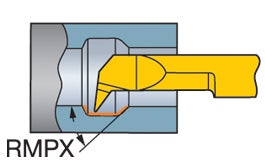
การกลึงเกลียว (CXS-xxTH…)
เครื่องมือโปรไฟล์เต็มสำหรับการกลึงเกลียวคุณภาพสูงด้วยการทำงานรอบเดียว สำหรับรูที่ขนาดไม่เกิน 4.2 มม. (0.165 นิ้ว) รูปทรงของเกลียว: VP60, M60, UN60, WH55, NPT60, TR30.
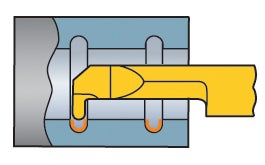
การกลึงร่องที่หน้าตัด (CXS-xxF…)
สำหรับการกลึงร่องที่แคบและมีขนาดเส้นผ่านศูนย์กลางที่เล็กมาก เส้นผ่านศูนย์กลางตั้งแต่ 0.2 มม. (0.008 นิ้ว) และความลึกของร่องไม่เกิน 30 มม. (1.18 นิ้ว)
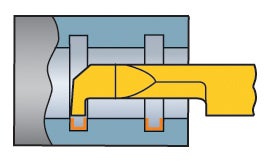
การกลึงเตรียมก่อนตัด (CXS-xxGX…)
สำหรับรูที่ขนาดไม่เกิน 5.2 มม. (0.205 นิ้ว)
การคว้านย้อนรู (CXS-xxB…)
สำหรับรูที่ขนาดไม่เกิน 4.2 มม. (0.165 นิ้ว)
การลอกแบบ (CXS-xxTE…)
การกลึงลอกแบบภายในสำหรับรูที่ขนาดไม่เกิน 4.2 มม. (0.165 นิ้ว)
ค่าการตัด
โปรแกรม CoroTurn® XS เหมาะสำหรับค่าการตัดต่ำที่มีระยะกินลึกระหว่าง 0.05-0.6 มม. (0.002-0.024 นิ้ว) และอัตราป้อนระหว่าง 0.01-0.05 มม. (0.0004-0.0016 นิ้ว)
เกรด
- เกรดตัวเลือกแรกสำหรับการกลึงคือเกรด GC1125 เคลือบผิวแบบ PVD ออกแบบมาให้มีอายุการใช้งานยาวนานเมื่อใช้งานกับวัสดุ ISO P, M, N และ S
- เกรดตัวเลือกแรกสำหรับงานตัดเฉือนทั่วไปคือเกรด GC1025 เคลือบผิวบางแบบ PVD ซึ่งเหมาะสำหรับการใช้งานกับความเร็วตัดปานกลาง โดยให้อายุการใช้งานที่เชื่อถือได้ในกลุ่มวัสดุ ISO P, M, N และ S
- เกรด H10F ไม่เคลือบผิวเป็นอีกตัวเลือกหนึ่งที่สามารถใช้แทนได้ โดยเป็นเกรดสำหรับวัสดุกลุ่ม ISO N วัสดุไร้แร่เหล็ก หรืองานที่ต้องการคมตัดคมเป็นพิเศษ
- สำหรับเหล็กกล้าชุบแข็ง, ISO H ให้ใช้เกรด CBN CB7014
หน้าลาย
- ตัวเลือกแรก: หน้าลายเจียเรียบ พร้อมคมตัดคมเป็นพิเศษ
- สำหรับประสิทธิภาพสูงสุดในด้านใดด้านหนึ่ง: ใช้หน้าลาย A แบบเจียเพื่อให้มีให้ประสิทธิภาพการควบคุมเศษดีเยี่ยมและป้องกันปัญหาเศษติดในรูขนาดเล็ก
ลงทะเบียน ติดตามข่าวสาร
สมัครรับจดหมายข่าวของเราวันนี้

Sandvik Thailand Limited
+66 2 016 2120At 51, Major Tower Rama 9-Ramkumhang,19th Floor, Room No. 1904-6, Rama 9 Road, Kwaeng Huamark, Khet Bangkapi, Bangkok 10240