
CoroTurn® 107
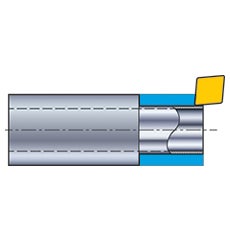
สำหรับการกลึงนอกและการกลึงในชิ้นงานทรงผอม
คำแนะนำ

วิธีการใช้งาน
สำหรับเม็ดมีดทรงกลมและตัวจับยึดเครื่องมือที่มีระบบเชื่อมต่อแบบราง
ดูและดาวน์โหลดได้ที่นี่

ช่องใส่เม็ดมีด
ทำความสะอาดและตรวจหาจุดที่ชำรุดเสียหายบนช่องใส่เม็ดมีดและจุดรองรับคมตัด
แผ่นรองเม็ดมีดและช่องใส่แผ่นรองเม็ดมีด
ตรวจสอบให้แน่ใจว่ามีแผ่นรองเม็ดมีดไม่บิดเบี้ยวในระหว่างการตัดเฉือนหรือการควบคุม และช่องใส่แผ่นรองเม็ดมีดไม่มีเศษวัสดุสะสมที่ขอบ

หน้าสัมผัส
ตรวจสอบสวนรองรับและหน้าสัมผัสให้แน่ใจว่าไม่มีการชำรุดเสียหายหรือสิ่งสกปรก



คำแนะนำการใช้งาน
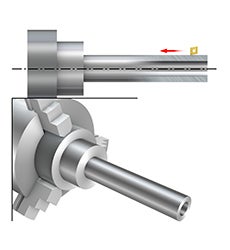
การตัดเฉือนชิ้นงานทรงผอม
ผลของมุมเข้างาน: ควรทำงานโดยมีมุมใกล้เคียงกับ 90/0 องศาเสมอ เนื่องจากแม้การเปลี่ยนแปลงเล็กน้อย (จาก 91/-1 ถึง 95/-5 องศา) ก็ยังส่งผลกระทบต่อทิศทางแรงตัดในระหว่างการตัดเฉือนได้
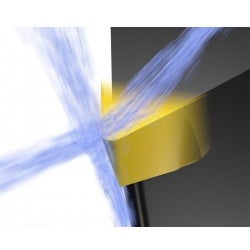
ระบบจ่ายน้ำหล่อเย็นที่ด้านบนและด้านล่าง: ควรเลือกใช้แบบไหนและเมื่อใด
การใช้ระบบจ่ายน้ำหล่อเย็นความเที่ยงตรงสูงที่ด้านบนและด้านล่างเป็นวิธีการที่มีประสิทธิภาพในการแก้ปัญหาเรื่องการควบคุมเศษและยืดอายุการใช้งานเครื่องมือ เรียนรู้วิธีการใช้งานน้ำหล่อเย็นอย่างถูกต้องและดูข้อแนะนำที่มีประโยชน์ต่างๆ เกี่ยวกับน้ำหล่อเย็นที่จะช่วยให้สามารถปรับปรุงประสิทธิภาพในงานกลึงได้
ชิ้นงานที่ไวต่อการเกิดการสั่นสะท้าน
ขอแนะนำให้ตัดเฉือนทั้งหมดในรอบเดียวเพื่อส่งแรงไปยังหัวจับ/สปินเดิล โดยสามารถใช้มุมเข้างานเพื่อส่งแรงตัด เมื่อมุมเข้างานเพิ่มขึ้นจะทำให้แรงตัดกระทำต่อเครื่องมือและส่งผลให้เกิดแรงโก่งตัวที่ชิ้นงานน้อยลง
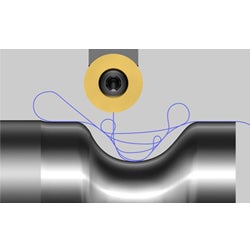
การกลึงโค้ง
การกลึงโค้งเป็นกลยุทธ์ที่มีประสิทธิภาพสำหรับการกลึงหลุมในวัสดุที่ตัดเฉือนได้ยาก โดยจุดสึกหรอจะกระจายไปทั่วคมตัดซึ่งช่วยลดความเสี่ยงต่อการเกิดการสั่นสะท้านขณะเข้าชิ้นงาน การใช้งาน CoroTurn® 107 พร้อมระบบเชื่อมต่อแบบรางจะช่วยให้เกิดประสิทธิภาพสูงสุดในการกลึงโค้ง ทำให้เกิดความมั่นคงในกระบวนการมากยิ่งขึ้น เพิ่มประสิทธิภาพการผลิตและยืดอายุการใช้งานของเครื่องมือ ควบคุมเศษได้ดีเยี่ยม และช่วยลดจำนวนเครื่องมือในสต็อกให้น้อยลง
คำแนะนำ
เม็ดมีดและระบบเครื่องมือ
การกลึงนอกตามยาวและการกลึงปาดด้านนอก
| การเก็บผิวละเอียด | การกลึงปานกลาง | การกลึงหยาบ | |
| รูปทรงเม็ดมีด | C | C | C |
| ขนาดเม็ดมีด | 09 | 09 | 12 |
| มุมเข้างาน | 95° | 95° | 95° |
| การจับยึด | สกรู | สกรู | สกรู |
การกลึงขึ้นรูปด้านนอก
| การเก็บผิวละเอียด | การกลึงปานกลาง |
| D | D |
| 11 | 11 |
| 93° | 93° |
| สกรู | สกรู |
การกลึงในตามยาวและการกลึงปาดด้านใน
| การเก็บผิวละเอียด | การกลึงปานกลาง | |
| รูปทรงเม็ดมีด | T | T |
| ขนาดเม็ดมีด | 05 | 09 |
| มุมเข้างาน | 91° | 91° |
| การจับยึด | สกรู | สกรู |
| Ø ของรู | 6-13 | ≥ 13.5 |
การกลึงในขึ้นรูป
| การเก็บผิวละเอียด | การกลึงปานกลาง |
| D | D |
| 07 | 07 |
| 93° | 93° |
| สกรู | สกรู |
| ≥ 13 | ≥ 13 |
เกรดเม็ดมีด
| ลักษณะการตัดเฉือน | P | M | K | N | S | H |
| ง่าย | GC4415 | GC2220 | GC3210 | H10 | GC1105 | CB7115 |
| ปานกลาง | GC4425 | GC2025 | GC3210 | H10 | GC1115 | CB7125 |
| ยาก | GC4335 | GC2035 | GC3225 | H10 | GC1125 | CB7135 |
หน้าลายเม็ดมีด
| การทำงาน | P | M | K | N | S | H |
| การเก็บผิวละเอียด | -PF | -MF | -KF | -AL | -UM | S01020 |
| การกลึงปานกลาง | -PM | -MM | -KM | -AL | -MF | S01020 |
| การกลึงหยาบ | -PR | -MR | -KR | -AL | -MM | S02030 |
ลงทะเบียน ติดตามข่าวสาร
สมัครรับจดหมายข่าวของเราวันนี้

Sandvik Thailand Limited
+66 2 016 2120At 51, Major Tower Rama 9-Ramkumhang,19th Floor, Room No. 1904-6, Rama 9 Road, Kwaeng Huamark, Khet Bangkapi, Bangkok 10240