
ระบบจับยึด QS™ Micro
เปลี่ยนงานกลึงชิ้นงานขนาดเล็กให้กลายเป็นเรื่องง่าย
รายละเอียดโดยรวมของรุ่นต่างๆ
หัวตัด
| กลุ่มผลิตภัณฑ์ | ขนาดระบบจับยึด | ขนาดเม็ดมีด | ทิศทาง |
| CoroCut® XS | QSM 12, QSM 16 | 3 | ซ้าย, ขวา |
| CoroThread® 266 | QSM 12, QSM 16 | 16 | ซ้าย, ขวา |
| CoroCut® 2 | QSM 12, QSM 16 | E, F, G | ซ้าย, ขวา |
| CoroTurn® 107 | QSM 12, QSM 16 | CCMT 06/09, DCMT 07/11, VCMT/VBMT 11 | ซ้าย, ขวา, ตรง |
อะแดปเตอร์ด้าม
| กลุ่มผลิตภัณฑ์ | ขนาดระบบจับยึด | ความสูงของด้าม | ความกว้างของด้าม |
| QS™ Micro | QSM 12, QSM 16 | 10–20 มม. 6/16–12/16 นิ้ว | 11–20 มม. 6/16–12/16 นิ้ว |
รหัสผลิตภัณฑ์
อะแดปเตอร์ด้าม

1. ชื่อกลุ่มผลิตภัณฑ์
การจับยึด QSM – QS™ Micro
2. ขนาดจับยึด
12/16
3. ทิศทาง
ตรง/ขวา/ซ้าย
4. ขนาดด้าม
เมตริก: 1012/1212/1616/2020 (มม.)
นิ้ว: 06/08/10/12 (1/16")
หัวตัด – CoroCut® XS, CoroThread® 266 และ CoroTurn® 107

1. ชื่อกลุ่มผลิตภัณฑ์
การจับยึด QSM – QS™ Micro
2. ขนาดจับยึด
12/16
3. ทิศทาง
ดูคำอธิบายรหัสกลุ่มผลิตภัณฑ์
4. ขนาดด้าม
ดูคำอธิบายรหัสกลุ่มผลิตภัณฑ์
หัวตัด – CoroCut® 2

1. ประเภทผลิตภัณฑ์
2. กลุ่มผลิตภัณฑ์
3. การใช้งานผลิตภัณฑ์ (TPC)
4. ประเภทระบบจับยึดด้านเครื่องจักร
5. ขนาดระบบจับยึดด้านเครื่องจักร
6. ทิศทางการตัดของเครื่องมือ
7. รายละเอียดเฉพาะของกลุ่มผลิตภัณฑ์
วิธีการใช้งาน
- อะแดปเตอร์ด้ามสามารถติดตั้งได้กับทั้งเครื่องมือกลึงขวาและซ้าย โดยให้หมุนกลับหัว 180 องศา
- เมื่อติดตั้งหัวกลึงเข้ากับอะแดปเตอร์ ให้ขันสกรูปรับโดยใช้แรงขัน 4 นิวตันเมตร (2.95 ปอนด์ฟุต) ตรวจสอบเป็นประจำว่าสกรูสึกหรอหรือไม่ ถ้าพบการสึกหรอ ให้เปลี่ยนสกรูใหม่ โดยสามารถสั่งซื้อสกรูแยกต่างหากได้
- เมื่อติดตั้งระบบเครื่องมือเข้ากับเครื่องจักร ตรวจสอบให้แน่ใจว่ามีการปรับตำแหน่งของคมตัดทั้งในแนวรัศมี แนวแกน รวมถึงความสูงของคมตัด ค่า HF/LF/WF อาจแตกต่างกันออกไป ขึ้นอยู่กับหัวกลึงและอะแดปเตอร์ด้ามที่ใช้
- การต่อน้ำหล่อเย็นสามารถทำได้ที่ด้านหลังและด้านข้างของอะแดปเตอร์ด้ามโดยใช้ข้อต่อเกลียว M6

การแบ่งประเภท
| รหัสการสั่งซื้อ | การติดตั้งด้านข้างเครื่องจักร |
| QS-HP80-M6-NPT18-1 | NPT 1/8 นิ้ว |
| QS-HP80-M6-G18-1 | G 1/8 นิ้ว (BSPP) |
| QS-HP80-M6-R18-1 | R 1/8 นิ้ว (BSPT) |
| QS-HP80-M6-AN3-1 | AN - 3 |
| QS-HP80-M6-AN4-1 | AN - 4 |
| QS-HP80-M6-M10-1 | M10x1.5 |
| QS-HP80-PTFE | ท่อสำรอง |
| QS-HP100-M6-AN4-A | อะแดปเตอร์น้ำหล่อเย็น |
รุ่นผลิตภัณฑ์ - สินค้าพิเศษที่มีในสต็อก
| รหัสการสั่งซื้อ | การติดตั้งด้านข้างเครื่องจักร |
| QS-HP250-M6-NPT18-S | NPT 1/8 นิ้ว |
| QS-HP250-M6-G18-S | G 1/8 นิ้ว (BSPP) |
| QS-HP250-M6-R18-S | R 1/8 นิ้ว (BSPT) |
| QS-HP250-M6-AN3-S | AN - 3 |
| QS-HP250-M6-AN4-S | AN - 4 |
| QS-HP250-M6-M10-S | M10x1.5 |
โน้ต: QS™ Micro stocked specials assortment ไม่มีจําหน่ายทางออนไลน์ หากต้องการสั่งซื้อ โปรดติดต่อตัวแทนจําหน่าย Sandvik Coromant ในพื้นที่ของคุณ
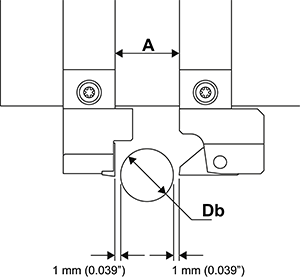
เส้นผ่านศูนย์กลางสูงสุดของแท่งชิ้นงานสำหรับการตัดเฉือนแกน Y
ต้องพิจารณาเส้นผ่านศูนย์กลางสูงสุดของแท่งชิ้นงาน โดยดูจากตำแหน่งของเครื่องมือแกน Y QS™ Micro และเครื่องมือข้างเคียง
ถ้าเครื่องมือแกน Y มีระยะยื่นเท่ากับเครื่องมือปกติข้างเคียง จำเป็นจะต้องพิจารณาปัจจัยต่อไปนี้:
- เส้นผ่านศูนย์กลางสูงสุดของแท่งชิ้นงาน (db) จะต้องไม่มากกว่าระยะระหว่างจุดตัดสองจุด (A) -2 มม. (-0.079 นิ้ว) (1 มม. (0.039 นิ้ว) ระยะปลอดภัยสำหรับแต่ละด้าน)
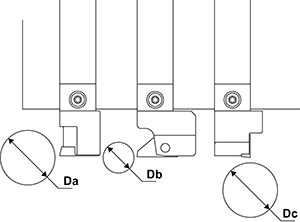
- เส้นผ่านศูนย์กลางสูงสุดของแท่งชิ้นงาน (db) จะน้อยลงมาก ถ้าเครื่องมือข้างเคียงเป็นเครื่องมือแกน Y ด้วยเหมือนกัน ดังนั้นไม่แนะนำให้ติดตั้งเครื่องมือแกน Y ในช่องใส่เครื่องมือข้างเคียง
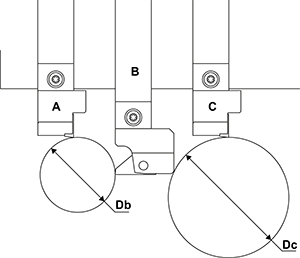
ถ้าเครื่องมือแกน Y (B) มีระยะยื่นมากกว่าเครื่องมือปกติข้างเคียง จะต้องคำนวณเส้นผ่านศูนย์กลางสูงสุดของแท่งชิ้นงาน (db) ตามตำแหน่งจริงของเครื่องมือและลักษณะของแกงค์เพลทในเครื่องจักร
นอกจากนี้ยังมีอีกสองปัจจัยที่ต้องพิจารณาร่วมด้วย:
- ค่า Db เมื่อเทียบกับเครื่องมือ A และเครื่องมือแกน Y
- ค่า DC เมื่อเทียบกับด้านหลังของเครื่องมือแกน Y และเครื่องมือ C
ลงทะเบียน ติดตามข่าวสาร
สมัครรับจดหมายข่าวของเราวันนี้

Sandvik Thailand Limited
+66 2 016 2120At 51, Major Tower Rama 9-Ramkumhang,19th Floor, Room No. 1904-6, Rama 9 Road, Kwaeng Huamark, Khet Bangkapi, Bangkok 10240