
CoroThread 266
การกลึงเกลียวนอกและเกลียวในที่แข็งแกร่งเป็นพิเศษ
มุมหลบเม็ดมีด
มุมหลบด้านข้างหรือมุมหลบแนวรัศมีเป็นสิ่งจำเป็นสำหรับการกลึงเกลียวที่เที่ยงตรงและแม่นยำ
ดูข้อมูลเพิ่มเติม
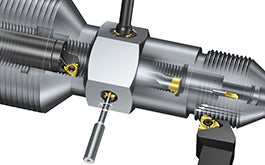

การต่อระบบน้ำหล่อเย็นที่ด้าม QS™
การต่อระบบน้ำหล่อเย็นสามารถทำได้สามวิธี: ใช้ตัวต่อ (ตัวเลือกแรก) ใช้จุดต่อที่ด้านหลัง หรือต่อจุดต่อที่ด้านหลังด้วยตัวตั้งระยะ QS

เคล็ดลับในการทำงาน

How to achieve good thread quality
Use these helpful tips to succeed in your thread turning operations.

Troubleshooting
There are many types of insert wear. By paying close attention to the cutting edge after machining, tool life and thread quality can be further optimized.
คำแนะนำ
ค้นหาแผ่นรองเม็ดมีดที่เหมาะสม
ใช้ตารางนี้เพื่อค้นหาแผ่นรองเม็ดมีดที่เหมาะสมสำหรับตัวจับยึดเครื่องมือ CoroThread 266 ตามระยะพิทช์ ขนาดเม็ดมีด และมุมเอียง
| ระยะพิทช์ | ขนาดเม็ดมีด | มุมเอียง, λ | แผ่นรองเม็ดมีด | ||
| มม. (TPI) | มม. | นิ้ว | สำหรับเครื่องมือกลึงนอกสำหรับการกลึงขวา / สำหรับเครื่องมือกลึงในสำหรับการกลึงซ้าย | สำหรับเครื่องมือกลึงนอกสำหรับการกลึงซ้าย / สำหรับเครื่องมือกลึงในสำหรับการกลึงขวา | |
| 0.5-3.0 (32-6) | 16 | 3/8 | -2o | 5322 389-22 | 5322 390-22 |
| -1o | 5322 389-21 | 5322 390-21 | |||
| 0o | 5322 389-10 | 5322 390-10 | |||
| 1o | 5322 389-111) | 5322 390-111) | |||
| 2o | 5322 389-12 | 5322 390-12 | |||
| 3o | 5322 389-13 | 5322 390-13 | |||
| 4o | 5322 389-14 | 5322 390-14 | |||
| 2.5-7.0 (11.5-4) | 22 | 1/2 | -2o | 5322 379-22 | 5322 380-22 |
| -1o | 5322 379-21 | 5322 380-21 | |||
| 0o | 5322 379-10 | 5322 380-10 | |||
| 1o | 5322 379-111) | 5322 380-111) | |||
| 2o | 5322 379-12 | 5322 380-12 | |||
| 3o | 5322 379-13 | 5322 380-13 | |||
| 4o | 5322 379-14 | 5322 380-14 | |||
| 8.0 (5-3) | 27 | 5/8 | 0o | 5322 387-10 | 5322 388-10 |
| 1o | 5322 387-111) | 5322 388-111) | |||
| 2o | 5322 387-12 | 5322 388-12 | |||
| 3o | 5322 387-13 | 5322 388-13 | |||
| 4o | 5322 387-14 | 5322 388-14 | |||
| ระยะพิทช์ | ขนาดเม็ดมีด | มุมเอียง | แผ่นรองสำหรับตัวจับยึด 266R/LFA | ||
| มม. | มม. | นิ้ว | สำหรับเครื่องมือกลึงนอกสำหรับการกลึงขวา | สำหรับเครื่องมือกลึงนอกสำหรับการกลึงซ้าย | |
| 0.5-3.0 | 16 | 3/8 | -2o | 5322 391-22 | 5322 392-22 |
| -1o | 5322 391-21 | 5322 392-21 | |||
| 0o | 5322 391-10 | 5322 392-10 | |||
| 1o | 5322 391-111) | 5322 392-111) | |||
| 2o | 5322 391-12 | 5322 392-12 | |||
| 3o | 5322 391-13 | 5322 392-13 | |||
| 4o | 5322 391-14 | 5322 392-14 | |||
| 2.5-7.0 (11.5-4) | 22 | 1/2 | 0o | 5322 393-10 | 5322 394-10 |
| 1o | 5322 393-111) | 5322 394-111) | |||
| 2o | 5322 393-12 | 5322 394-12 | |||
| 3o | 5322 393-13 | 5322 394-13 | |||
| 4o | 5322 393-14 | 5322 394-14 | |||
1) มาพร้อมกับเครื่องมือ
หมายเหตุ: ตัวเลขสองตัวท้ายในรหัสของแผ่นรองจะระบุเครื่องหมาย + หรือ – และมุมเอียงที่เหมาะกับแผ่นรองเม็ดมีดที่ติดตั้งอยู่ในตัวจับยึด เช่น 5322 379-11 = มุม +1o และ 5322 379-21 = มุม -1o
คุณสามารถดูข้อมูลเพิ่มเติมเกี่ยวกับวิธีเลือกเม็ดมีดและแผ่นรองเม็ดมีดสำหรับการกลึงเกลียวได้ในส่วนความรู้ของเรา
ค่าการตัด
ดูข้อมูลเกี่ยวกับค่าการตัดได้ใน แค็ตตาล็อกเครื่องมือกลึง
หน้าลายเม็ดมีด
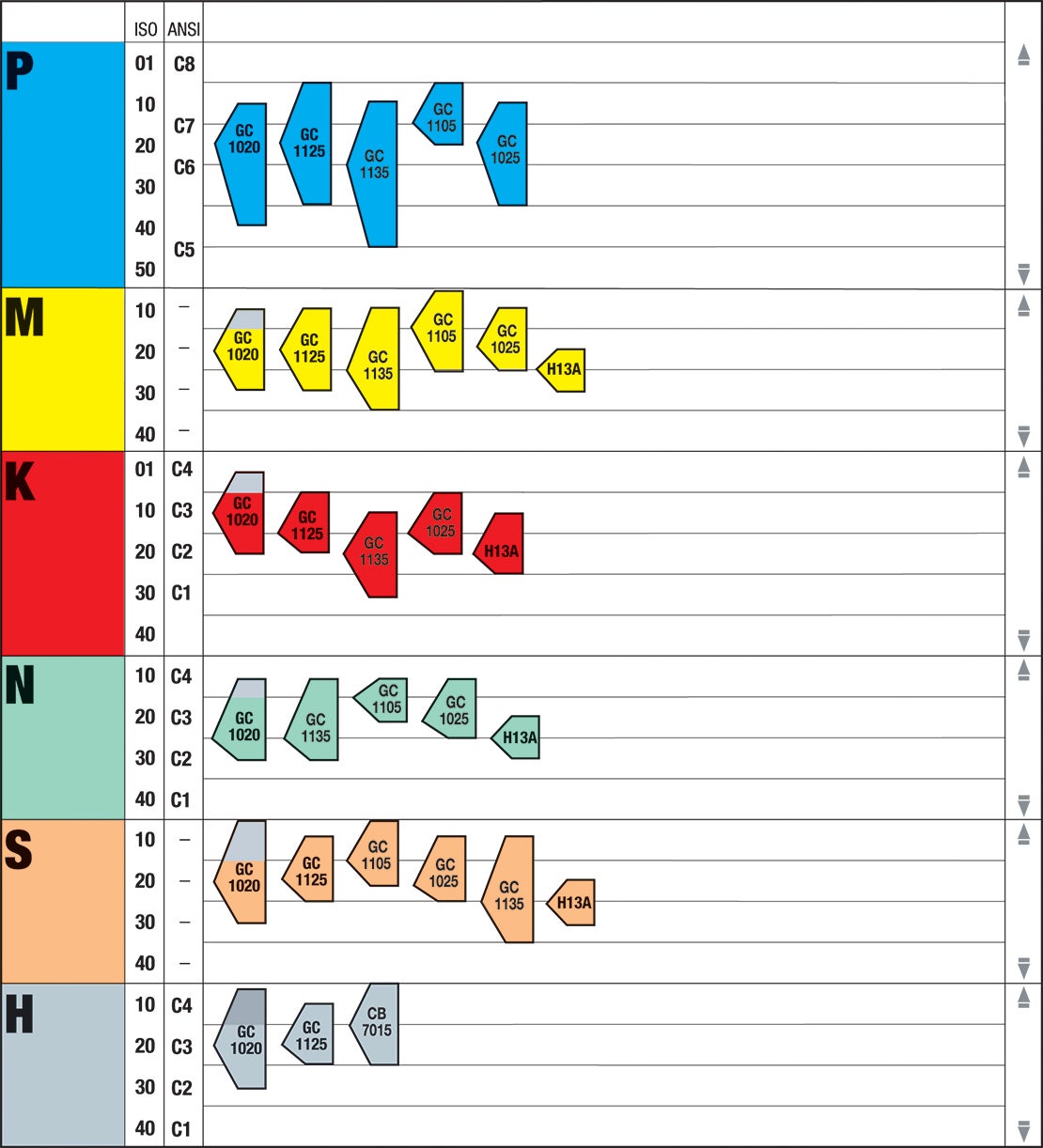
| ISO | หมายเลข MC | หมายเลข CMC | หน้าลาย | ||
| A | F | C | |||
| P | P1.1.Z.AN | 01.1 |

|

|

|
| P2.1.Z.AN | 02.1 |
|
|
| |
| P2.5.Z.HT | 02.2 |
|
|
| |
| P3.1.Z.HT | 03.21 | ||||
| M | M5.0.Z.AN | 05.11 |
|
|
|
| M1.0.Z.AQ | 05.21 |
|
|
| |
| M3.1.Z.AQ | 05.51 |
|
|
| |
| K | K1.1.C.NS | 07.2 |
|
| |
| K2.2.C.UT | 08.2 |
|
| ||
| K3.1.C.UT | 09.1 |
|
| ||
| N | N1.2.Z.UT | 30.11 |
|
|
|
| N3.2.C.UT | 33.2 |
|
|
| |
| S | S1.0.U.AN | 20.11 |
|
| |
| S2.0.Z.AG | 20.22 |
|
| ||
| S4.2.Z.AN | 23.21 |
|
| ||
สำหรับ ISO H ให้ใช้เม็ดมีด CBN รหัส CB7015
= ตัวเลือกแรก
= ตัวเลือกที่สอง
= ตัวเลือกสำรอง
เกรด
ลงทะเบียน ติดตามข่าวสาร
สมัครรับจดหมายข่าวของเราวันนี้

Sandvik Thailand Limited
+66 2 016 2120At 51, Major Tower Rama 9-Ramkumhang,19th Floor, Room No. 1904-6, Rama 9 Road, Kwaeng Huamark, Khet Bangkapi, Bangkok 10240