
CoroDrill® 860
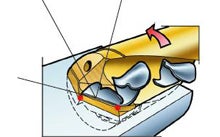
CoroDrill® 860 คือดอกสว่านคาร์ไบด์ที่ออกแบบมาสำหรับการเจาะอย่างรวดเร็วและปราศจากปัญหา ทั้งยังช่วยเพิ่มประสิทธิภาพสูงสุดในการผลิตด้วยสมรรถนะการตัดเฉือนโลหะระดับสูง ดอกสว่าน CoroDrill 860 มาพร้อมคุณสมบัติในการคายเศษที่ดีเยี่ยมไม่ว่าจะเป็นวัสดุที่เกิดเศษยาวและสั้น จึงช่วยให้เครื่องจักรทำงานต่อเนื่องได้นานขึ้นเมื่อใช้อัตราการเจาะสูง
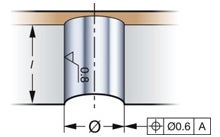
รู
ตัวแปรเบื้องต้นสามประการของรูเจาะ ได้แก่:
ชนิดของรูเจาะและความเที่ยงตรงที่ต้องการมีผลต่อการเลือกเครื่องมือ การเจาะอาจได้รับผลกระทบหากผิวงานบริเวณที่เจาะเข้า/ออกเป็นมุมเอียงหรือไม่เรียบ หรือเป็นการเจาะรูตัดขวาง
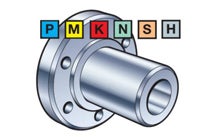
ชิ้นงาน
เมื่อทำการวิเคราะห์รูเจาะ ให้ตรวจสอบวัสดุชิ้นงาน รูปทรงชิ้นงาน และจำนวน

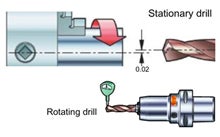
เครื่องจักร
เครื่องจักรจะส่งผลต่อ: สิ่งที่ต้องพิจารณาเสมอ:
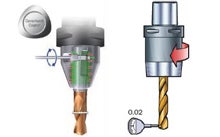
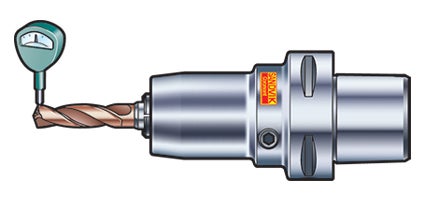
การจับยึดเครื่องมือ
ปัจจัยที่ส่งผลกระทบต่อประสิทธิภาพการผลิตไม่ได้มีเฉพาะเกรดและรูปทรงเท่านั้น แต่ยังรวมถึงความสามารถในการกดยึดชิ้นงานได้อย่างมั่นคงและแม่นยำอีกด้วย ขอแนะนำให้ใช้ Coromant Capto หรือ CoroChuck 930 ที่มีดอกสว่านและระยะยื่นที่สั้นที่สุด เพื่อความมั่นคงและคุณภาพของรูเจาะในระดับสูงสุด

เคล็ดลับการใช้งาน


Initial considerations
Cutting speed, along with material hardness, are the main factors affecting tool life and power consumption.

การปรับสภาพ
ปรับสภาพเครื่องมือทรงกลมของคุณเพื่อประหยัดต้นทุนอย่างมากด้วยบริการตรวจสภาพเครื่องมือของเรา
คำแนะนำ
- ขอแนะนำให้ใช้หัวจับไฮดรอลิกความเที่ยงตรงสูง
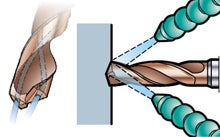
- ขอแนะนำให้ใช้ระบบจ่ายน้ำหล่อเย็นภายใน โดยแรงดันต่ำสุดที่แนะนำคือ 10 บาร์ (145 psi)
ใช้ CoroChuck™ 930 เพื่อให้ได้แรงจับยึดและความเที่ยงตรงสูงสุด
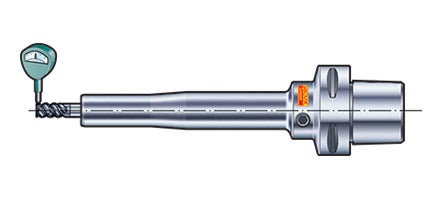
ใช้ CoroChuck™ 930 ทรงปากกาเพื่อให้สามารถเข้าถึงพื้นที่ตัดเฉือนได้ดีขึ้น
กลุ่มผลิตภัณฑ์
| หน้าลาย | ชนิดดอกสว่าน | อัตราส่วนความยาว/เส้นผ่านศูนย์กลาง | เส้นผ่านศูนย์กลางดอกสว่าน มม. (นิ้ว) | น้ำหล่อเย็น | ชนิดด้าม | เกรด |
| -GM | ดอกสว่านมาตรฐานขนาดเส้นผ่านศูนย์กลางเดียว | 3‒8 | 3-16 (0.118‒0.63) | ภายใน/ภายนอก | ด้ามกลม DIN 6535 HA | X1BM |
| -GM | ดอกสว่านมาตรฐานเส้นผ่านศูนย์กลางสองขนาด | 3 | 3-14 (0.118‒0.55) | ภายใน | ด้ามกลม DIN 6535 HA | X1BM |
| -SM | ดอกสว่านมาตรฐานขนาดเส้นผ่านศูนย์กลางเดียว | 2-5 | 3-16 (0.118‒0.63) | ภายใน | ด้ามกลม DIN 6535 HA | 1210 |
| -SD | ดอกสว่านมาตรฐานขนาดเส้นผ่านศูนย์กลางเดียว | 3-8 | 3-16 (0.118‒0.63) | ภายใน | ด้ามกลม DIN 6535 HA | S2BM |
| -PM | ดอกสว่านมาตรฐานขนาดเส้นผ่านศูนย์กลางเดียว | 2–3 | 3−20 (0.118−0.787) | ภายใน/ภายนอก | ด้ามกลม DIN 6535 HA | P1BM |
| 4–5 | 3−20 (0.118−0.787) | ภายใน/ภายนอก | ด้ามกลม DIN 6535 HA | P1BM | ||
| 7–8 | 3−16 (0.118−0.630) | ภายใน | ด้ามกลม DIN 6535 HA | P1BM | ||
| -PM | ดอกสว่านแบบขั้นบันไดและลบมุม | 3 | 3.35−17.50 (0.132−0.689) | ภายใน | ด้ามกลม DIN 6535 HA | P1BM |
| -NM | ดอกสว่านมาตรฐานขนาดเส้นผ่านศูนย์กลางเดียว | 3, 8 | 3−20 (0.118−0.787) | ภายใน | ด้ามกลม DIN 6535 HA | H10F |
| -MM | ดอกสว่านมาตรฐานขนาดเส้นผ่านศูนย์กลางเดียว | 3 | 3−20 (0.118−0.787) | ภายใน | ด้ามกลม DIN 6535 HA | M2BM |
| 5 | 3−20 (0.118−0.787) | ภายใน | ด้ามกลม DIN 6535 HA | M2BM | ||
| 8 | 3−16 (0.118−0.630) | ภายใน | ด้ามกลม DIN 6535 HA | GC2214 |
ลงทะเบียน ติดตามข่าวสาร
สมัครรับจดหมายข่าวของเราวันนี้

Sandvik Thailand Limited
+66 2 016 2120At 51, Major Tower Rama 9-Ramkumhang,19th Floor, Room No. 1904-6, Rama 9 Road, Kwaeng Huamark, Khet Bangkapi, Bangkok 10240