
CoroCut® 2
ออกแบบใหม่เพื่อประสิทธิภาพที่ดียิ่งขึ้น
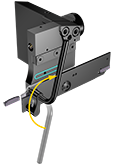
วิธีการติดตั้ง
ดูและดาวน์โหลดวิธีใช้งานแผ่นเบลดกลึงตัด CoroCut® 2

ค้นหาอะแดปเตอร์สำหรับเครื่องจักรของคุณโดยเฉพาะ
ชุดจับยึดและตัวจับยึดเครื่องมือแบบหมุนเหล่านี้ได้รับการออกแบบให้สอดรับเข้ากับส่วนเชื่อมต่อของป้อมมีดได้อย่างพอเหมาะ ด้วยรูปแบบโบลท์เฉพาะสำหรับเครื่องจักรแต่ละแบรนด์
เคล็ดลับการใช้งาน
ปฏิบัติตามคำแนะนำต่างๆ เพื่อให้งานกลึงตัดและงานกลึงร่องมีประสิทธิภาพมากขึ้นอย่างเห็นได้ชัด
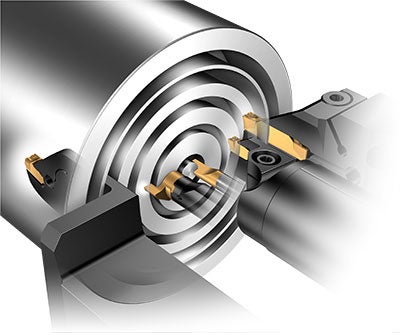
คมตัดแบบไวเปอร์สำหรับการกลึงตัดทุกหน้าลาย
เม็ดมีดไวเปอร์ช่วยให้สามารถตัดเฉือนด้วยอัตราป้อนสูง โดยไม่สูญเสียคุณภาพผิวงานและประสิทธิภาพการหักเศษ โดยมีหลักการทั่วไปคือ ถ้าใช้อัตราป้อนสูงขึ้นสองเท่า จะได้คุณภาพผิวงานเท่าเดิม อัตราป้อนงานคงเดิม ให้คุณภาพผิวสำเร็จดีขึ้นสองเท่า

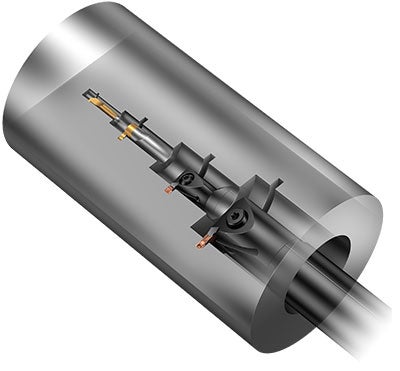
การออกแบบใบมีดสำหรับการกลึงตัด
ก้านยึดแบบสั้นให้ประสิทธิภาพที่ดีขึ้นเมื่อทำการลบมุมก่อนกลึงตัด โดยอายุการใช้งานของเครื่องมือและผิวสำเร็จได้รับการปรับปรุงให้ดีขึ้น ซึ่งเป็นผลมาจากความมั่นคงและระบบจ่ายน้ำหล่อเย็นภายในที่มีประสิทธิภาพยิ่งกว่าเดิม

หัวใจสำคัญของใบมีด
หัวใจสำคัญของใบมีดกลึงตัดอยู่ที่ก้านยึดใบมีดที่มีขนาดสั้นกว่าเดิม (ตัวก้านถูกยึดด้วยหมุดสองตัว โดยที่หมุดหนึ่งตัวจะถูกติดตั้งไว้ตรงกลาง) และจะทำหน้าที่เปิดใบมีดเมื่อเกิดการหมุนขึ้น
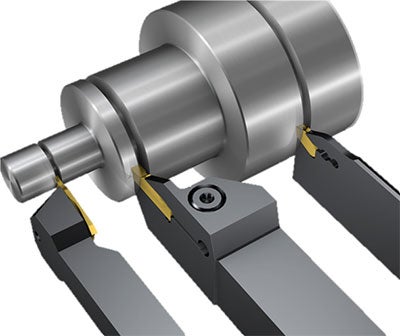
การเลือกใช้งาน
การกลึงร่องด้านนอกและการกลึงตัด
CoroCut® 2
อเนกประสงค์สำหรับการกลึงตัดและการกลึงร่อง ประหยัดต้นทุนมากขึ้นเนื่องจากเป็นเม็ดมีดสองคมตัด ตัวเลือกแรกสำหรับการกลึงร่องและการกลึงตัดที่มีเส้นผ่านศูนย์กลางต่ำกว่า 40 มม. (1.575 นิ้ว)
CoroCut® 3
สำหรับงานกลึงตัดและกลึงร่องตื้นจนถึงงานกลึงร่องแคบความเที่ยงตรงสูงและร่องแหวนล็อคขนาดแคบมากที่ต้องการความประหยัด
CoroCut® QD
ตัวเลือกแรกสำหรับการกลึงตัดและการกลึงร่องลึก
| ระบบ | CDX (มม.) | CW (มม.) |
| CoroCut® QD | 15–80 | 2–8 |
| CoroCut® 2 | 13–28 | 1.5–8 |
| CoroCut® 3 | 1.5–6.4 | 0.5–3.18 |
การกลึงร่องด้านใน
CoroCut® 2
อเนกประสงค์สำหรับการกลึงตัดและการกลึงร่อง ตัวเลือกแรกสำหรับการกลึงร่องด้านในภายในรูที่มีเส้นผ่านศูนย์กลางใหญ่
ตั้งแต่ 25 มม. (0.984 นิ้ว) ขึ้นไป ประหยัดต้นทุนมากขึ้นเนื่องจากเป็นเม็ดมีดสองคมตัด
CoroTurn® XS
คมตัดเจียขึ้นรูปความเที่ยงตรงสูง ตัวเลือกแรกสำหรับการกลึงร่องแคบมากและเส้นผ่านศูนย์กลางขนาดเล็กพิเศษ 2–10 มม. (0.079–0.394 นิ้ว)
CoroCut® MB
ตัวเลือกเพื่อความประหยัดสำหรับงานกลึงร่องแคบในชิ้นงานที่มีเส้นผ่านศูนย์กลางเล็ก
CoroCut® QI
ตัวเลือกแรกสำหรับการกลึงร่องด้านในอย่างปลอดภัยที่มีเส้นผ่านศูนย์กลางขนาดเล็ก 12–60 มม. (0.472–2.362 นิ้ว) อย่างปลอดภัย ให้ความมั่นคงและความเชื่อถือได้สูง รวมถึงผิวงานคุณภาพสูง
| ระบบ | DMIN (มม.) | CDX (มม.) |
| CoroCut® XS | 2–7.2 | 0.4–2.5 |
| CoroCut® MB | 10–20 | 0.7–8 |
| CoroCut® QI | 12–60 | 2–19 |
| CoroCut® 2 | 25–150 | 4.5–23 |
การกลึงร่องที่หน้าตัด
CoroCut® 2
กลุ่มผลิตภัณฑ์อเนกประสงค์ที่ครอบคลุมทั้งงานกลึงตัดและกลึงร่อง ประหยัดต้นทุนมากขึ้นเนื่องจากเป็นเม็ดมีดสองคมตัด ตัวเลือกแรกสำหรับงานกลึงร่องตื้นที่หน้าตัดในชิ้นงานที่มีเส้นผ่านศูนย์กลางใหญ่กว่า 35 มม. (1.378 นิ้ว)
CoroCut® QF
ตัวเลือกแรกเพื่อความเชื่อถือได้สำหรับการกลึงร่องลึกที่หน้าตัดในชิ้นงานที่มีเส้นผ่านศูนย์กลางใหญ่กว่า 30 มม. (1.181 นิ้ว) ให้ความเชื่อถือได้สูงสุดแม้กับงานกลึงร่องลึกและแคบ
CoroCut® MB
ตัวเลือกเพื่อความประหยัดสำหรับงานกลึงร่องแคบในชิ้นงานที่มีเส้นผ่านศูนย์กลางเล็ก
CoroTurn® XS
คมตัดเจียขึ้นรูปความเที่ยงตรงสูง ตัวเลือกแรกสำหรับงานกลึงร่องแคบในชิ้นงานที่มีเส้นผ่านศูนย์กลางเล็ก
| ระบบ | DAXIN (มม.) | CDX (มม.) | CW (มม.) |
| CoroTurn® XS | 0.2–24 | 2–30 | 1-5 |
| CoroCut® MB | 5.64–12 | 1.5–10 | 1–4 |
| CoroCut® QI | 16–35 | 5.5–20 | 3–6 |
| CoroCut® QF | 30–500 | 20–50 | 3–8 |
| CoroCut® 2 | 34–200 | 12–28 | 2.5–8 |
คำแนะนำ
- เริ่มต้นด้วยค่าการตัดที่แนะนำเป็นตัวเลือกแรก
- ค่าการตัดที่แนะนำทั้งหมดเป็นกรณีที่ไม่มีระบบน้ำหล่อเย็นความเที่ยงตรงสูง
- เมื่อใช้ระบบน้ำหล่อเย็นความเที่ยงตรงสูง ความเร็วจะเพิ่มขึ้น 30-50%
- CoroCut® 2 ระบบเครื่องมือเพื่องานกลึงตัดและงานกลึงนอกที่คุ้มค่าและพร้อมรองรับความลึกในระดับที่สามารถใช้เม็ดมีดแบบสองคมตัดได้
หาก CoroCut® 2 ไม่ตอบโจทย์ของคุณ ลองดูคำแนะนำเกี่ยวกับเครื่องมือเพิ่มเติมที่หน้าเพจเครื่องมือกลึงตัดและกลึงร่อง
คำแนะนำเกี่ยวกับเม็ดมีด
ขนาดช่องใส่เม็ดมีด
- เม็ดมีดมีช่องใส่เม็ดมีดและรัศมีมุมหลายขนาด เม็ดมีดรุ่นใหม่ทั้งหมดจะยังคงสามารถใช้งานกับด้ามมีดของ CoroCut® 2 ได้ อย่างไรก็ตามเพื่อให้ได้รับประโยชน์จากตำแหน่งเม็ดมีดที่แม่นยำยิ่งขึ้นและลดการเคลื่อนตัวของเม็ดมีดให้เหลือน้อยที่สุด การเปลี่ยนไปใช้ด้ามมีดแบบใหม่ในรูปแบบรางจึงเป็นสิ่งจำเป็นสำหรับช่องใส่เม็ดมีด E-F-G
- ขนาดของช่องใส่เม็ดมีดจะต้องตรงกับขนาดของจุดยึดที่ตัวจับยึด
ขนาดช่องใส่เม็ดมีด
- D รูปตัว V:
- เม็ดมีดกว้าง: 1.5 มม. (0.059 นิ้ว)
- ระยะกินลึก: 8–17 มม. (0.315–0.669 นิ้ว)
- E-L พร้อมรางที่มั่นคง:
- เม็ดมีดกว้าง: 2–8 มม. (0.079–0.315 นิ้ว)
- ระยะกินลึก: 8–32 มม. (0.315–1.30 นิ้ว)
เม็ดมีดตัวเลือกแรก
ค้นหาเม็ดมีดตัวเลือกแรกที่ดีที่สุดสำหรับการทำงานของคุณได้จากตารางด้านล่าง
การกลึงร่องบ่าด้วย CoroCut® 2
เม็ดมีด 2 คม CoroCut® ให้การควบคุมเศษตัดที่ยอดเยี่ยมในกระบวนการกลึงร่องบ่าที่มีระยะห่างในทางลึกที่แคบและอัตราป้อนต่ำ
- -RM คือหน้าลายอเนกประสงค์สำหรับการขึ้นรูปวัสดุทุกชนิด
- ให้ใช้หน้าลาย -RO ในกลุมผลิตภัณฑ์ CoroCut® 1-2 เมื่อต้องทำงานกับเหล็กสเตนเลส HRSA และวัสดุที่มีความเหนียวอื่นๆ
การกลึงร่องแหวนล็อค
ใช้ CoroCut® 2 ที่มีหน้าลาย -GF เพื่อให้มีแรงตัดต่ำและคุณภาพผิวงานที่ดี
หน้าลายและการใช้งาน
-CM  | -CR  | -GF  | -GM  | -GL  | -TF  | -TM  | -RF  | -RM  | ||||
| การกลึงตัด |  |  | |  | | | | |  | | | การใช้งานหลัก |
| การกลึงร่อง |  | | | | | | | | | | | การใช้งานเสริม |
| การกลึงขึ้นรูป |  | | | | | | | | | | | ไม่แนะนำ |
| การกลึง |  | | | | | | | | | |
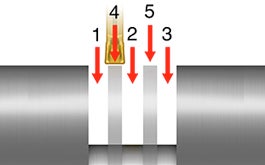
การกลึงตัด
 |
 |
 |
 |
 |
|
| 1. การกลึงตัดท่อ | 2. การกลึงตัดแท่งชิ้นงาน, สภาพการทำงานเอื้ออำนวย | 3. การกลึงตัดแท่งชิ้นงาน, สภาพการทำงานไม่เอื้ออำนวย | 4. การกลึงกระแทกเล็กน้อย | 5. การกลึงกระแทกรุนแรง | |
| ISO P | GC1125 -CF* | GC1225 -CM | GC1135 -CR | GC1135 -CM | GC1135 -CR |
| ISO M | GC1225 -CM | GC1225 -CM | GC1135 -CM | GC1145 -CM | GC1145 -CM |
| ISO K | GC4425 -CM | GC4425 -CM | GC1135 -CR | GC1135 -CR | GC1135 -CR |
| ISO N | H13A -TF | H13A -TF | H13A -TF | H13A -TF | H13A -TF |
| ISO S | GC1205 -CM | GC1205 -CM | GC1145 -CM | GC1145 -CM | GC1145 -CM |
| ISO H | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* |
เกรดและหน้าลายทั้งหมดมีการปรับปรุงใหม่ ยกเว้นรายการที่มีเครื่องหมาย * ซึ่งยังคงมีอยู่ใน CoroCut® 1-2
- การกลึงตัดแท่งหรือท่อ – สภาพการทำงานง่ายถึงปานกลาง
- การกลึงตัดแท่ง – สภาพการทำงานง่ายถึงปานกลาง (มีหัวจับเสริมและ/หรือการลดอัตราป้อนที่ศูนย์กลาง)
- การกลึงตัดแท่ง – สภาพการทำงานปานกลางถึงยาก ไม่มีการลดอัตราป้อนที่ศูนย์กลาง
- การกลึงตัดแท่งหรือท่อ – การตัดกระแทกเล็กน้อยถึงปานกลาง
- การกลึงตัดแท่งหรือท่อ – การตัดกระแทกปานกลางถึงรุนแรง
การกลึงร่อง
 |
 |
 |
 |
 |
|
| การกลึงร่อง | การกลึงร่องกว้าง | การกลึงร่องด้านใน | การกลึงร่องกว้างด้านใน | การกลึงร่องที่หน้าตัด | |
| ISO P | GC1225 -GF | GC4425 -TF | GC1225 -GF | GC4425 -TF | GC4425 -TF |
| ISO M | GC1135 -GF | GC1135 -TF | GC1135 -GF | GC1135 -TF | GC1135 -TF |
| ISO K | GC3115 -GM | GC3115 -TM | GC1225 -GF | GC3115 -TF | GC3115 -TF |
| ISO N | H13A -GF | H13A -TF | H13A -GF | H13A -TF | H13A -TF |
| ISO S | GC1205 -GF | GC1205 -TF | GC1205 -GF | GC1205 -TF | GC1205 -TF |
| ISO H | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* |
เกรดและหน้าลายทั้งหมดมีการปรับปรุงใหม่ ยกเว้นรายการที่มีเครื่องหมาย * ซึ่งยังคงมีอยู่ใน CoroCut® 1-2
การกลึงขึ้นรูป
 |
||
| การกลึงขึ้นรูปด้านนอก | การกลึงขึ้นรูปด้านใน | |
| ISO P | GC4425 -RM | GC1225 -RF |
| ISO M | GC1225 -RM | GC1225 -RF |
| ISO K | GC4425 -RM | GC4425 -RM |
| ISO N | H10 -AM* | H10 -AM* |
| ISO S | S205 -RO* | GC1205 -RF |
| ISO H | CB7015 -RE* | CB7015 -RE* |
เกรดและหน้าลายทั้งหมดมีการปรับปรุงใหม่ ยกเว้นรายการที่มีเครื่องหมาย * ซึ่งยังคงมีอยู่ใน CoroCut® 1-2 -RO และ -AM เป็นคมตัดที่ผ่านการเจียและมีพิกัดความเผื่อต่ำกว่า -RM ใช้ -RO/-AM เมื่อมีแนวโน้มที่จะต้องทำงานในรูปแบบซ้ำๆ
การแก้ไขปัญหากรณีที่เกิดการสึกหรอ
| รูปแบบการสึกหรอ | สาเหตุ | การแก้ไขปัญหา |
การสะสมของเศษวัสดุที่คมตัด  | 1. อุณหภูมิที่คมตัดต่ำเกินไป 2. ใช้หน้าลายหรือเกรดที่ไม่เหมาะสม | 1. เพิ่มความเร็วตัดและ/หรืออัตราป้อนงาน 2. เลือกใช้หน้าลายที่คมตัดคมมากขึ้น และควรเลือกใช้เกรดเคลือบผิวแบบ PVD |
การกะเทาะ/การหัก 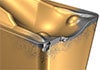 | 1. เกรดแข็งเกินไป 2. ใช้หน้าลายที่มีความแข็งแรงน้อยเกินไป 3. สภาพการทำงานไม่มั่นคง 4. ค่าการตัดสูงเกินไป | 1. เลือกเกรดที่มีเนื้ออ่อนกว่า 2. เลือกหน้าลายสำหรับใช้กับอัตราป้อนงานสูง 3. ลดระยะยื่นลง ตรวจเช็คความสูงที่ศูนย์กลางงาน 4. ลดค่าการตัดลง |
เกิดการเสียรูปถาวร 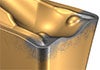 | 1. อุณหภูมิที่บริเวณการตัดสูงเกินไป 2. ใช้เกรดที่ไม่เหมาะสม 3. ไม่มีการจ่ายน้ำหล่อเย็น | 1. ลดความเร็วตัดและ/หรืออัตราป้อนงาน 2. เลือกเกรดที่ต้านทานการสึกหรอได้ดีขึ้น 3. ปรับปรุงระบบจ่ายน้ำหล่อเย็น |
การสึกหรอแบบรอยบาก 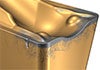 | 1. เกิดการออกซิเดชั่นที่ระยะกินลึกบางค่า 2. อุณหภูมิที่คมตัดสูงเกินไป | 1. ใช้ระยะกินลึกที่แตกต่างกัน (การกลึงไล่ระดับ) 2. ลดความเร็วตัดลง |
การสึกหรอด้านหน้า  | 1. ความเร็วตัดสูงเกินไป 2. ใช้เกรดที่อ่อนเกินไป 3. ไม่มีการจ่ายน้ำหล่อเย็น | 1. ลดความเร็วตัดลง 2. เลือกเกรดที่ต้านทานการสึกหรอได้ดีขึ้น 3. ปรับปรุงระบบจ่ายน้ำหล่อเย็น |
การสึกหรอเป็นหลุมด้านบน 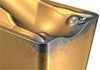 | 1. ความเร็วตัดสูงเกินไป 2. ใช้เกรดที่อ่อนเกินไป 3. อัตราป้อนงานสูงเกินไป 4. ไม่มีการจ่ายน้ำหล่อเย็น | 1. ลดความเร็วตัดลง 2. เลือกเกรดที่ต้านทานการสึกหรอได้ดีขึ้น 3. ลดอัตราป้อนงานลง 4. ปรับปรุงการจ่ายน้ำหล่อเย็น |
คำอธิบายรหัส
เม็ดมีด

1. ประเภทผลิตภัณฑ์
T = CoroTurn
C = CoroCut
M = CoroMill
D = CoroDrill
B = CoroBore
2. กลุ่มผลิตภัณฑ์
2 = CoroCut® 2
3. รหัสผลิตภัณฑ์ (TPC)
R = เครื่องมือแบบถอดเปลี่ยนเม็ดมีดได้สำหรับการกลึงตัดและกลึงร่องในแนวแกน
A = เครื่องมือแบบถอดเปลี่ยนเม็ดมีดได้สำหรับการกลึงตัดและกลึงร่องในแนวรัศมี
T = เครื่องมือแบบถอดเปลี่ยนเม็ดมีดได้สำหรับการกลึง
I = เม็ดมีดแบบถอดเปลี่ยนได้
4. รหัสขนาดช่องใส่เม็ดมีด
D = 1.5 มม.
E = 2.0 มม.
F = 2.5 มม.
G = 3.0 มม.
H = 4.0 มม.
J = 5.0 มม.
K = 6.0 มม.
L = 8.0 มม.
5. จำนวนคมตัด
1 = เม็ดมีดหนึ่งคมตัด
2 = เม็ดมีดสองคมตัด
6. ทิศทางเม็ดมีด
R = ขวา
L = ซ้าย
N = ตรง
7. ความกว้างของการตัด
ตัวอย่างเช่น:
0300 = ความกว้างของการตัด 3.0 มม.
8. มุมด้านหน้า
ตัวอย่างเช่น
00 = 0°
05 = 5°
9. รัศมีมุม
ตัวอย่างเช่น
02 = 0.2 มม.
04 = 0.4 มม.
10. รหัสหน้าลาย
ตัวที่หนึ่ง: รูปแบบการทำงาน
C = การกลึงตัด (ตัด)
G = การกลึงร่อง
T = การกลึง
R = การกลึงขึ้นรูป (กลม)
ตัวที่สอง:
F = อัตราป้อนต่ำ
M = อัตราป้อนปานกลาง
R = อัตราป้อนสูง
11. รหัสเกรด
ตัวอย่างเช่น
4425
เครื่องมือสำหรับการกลึงตัดและการกลึงร่อง

1. ประเภทผลิตภัณฑ์
T = CoroTurn
C = CoroCut
M = CoroMill
D = CoroDrill
B = CoroBore
2. กลุ่มผลิตภัณฑ์
2 = CoroCut® 2
3. รหัสผลิตภัณฑ์ (TPC)
R = เครื่องมือแบบถอดเปลี่ยนเม็ดมีดได้สำหรับการกลึงตัดและกลึงร่องในแนวรัศมี
A = เครื่องมือแบบถอดเปลี่ยนเม็ดมีดได้สำหรับการกลึงตัดและกลึงร่องในแนวแกน
T = เครื่องมือแบบถอดเปลี่ยนเม็ดมีดได้สำหรับการกลึง
I = เม็ดมีดแบบถอดเปลี่ยนได้
4. ประเภทระบบจับยึดด้านเครื่องจักร
CC = หัวตัดที่มีระบบจับยึด Coromant Capto®
QS = เครื่องมือที่มีด้าม QS
RS = เครื่องมือที่มีด้ามทรงสี่เหลี่ยม
SL = หัวตัด SL
BN = ใบมีดกลึงตัดที่มีระบบจับยึดแบบตรง
BR = ใบมีดกลึงตันที่มีระบบจับยึดด้านขวา
BL = ใบมีดกลึงตันที่มีระบบจับยึดด้านซ้าย
CE = ด้ามกลมที่มีร่องสำหรับปลอก EasyFix
CF = ด้ามกลมที่มีส่วนแบน
5. ขนาดระบบจับยึดด้านเครื่องจักร
3 = Capto C3, หน้าแปลน 30 มม.
4 = Capto C4, หน้าแปลน 40 มม.
5 = Capto C5, หน้าแปลน 50 มม.
6 = Capto C6, หน้าแปลน 63 มม.
8 = Capto C8, หน้าแปลน 80 มม.
08 = เครื่องมือแบบด้าม 8 x 8 มม.
10 = เครื่องมือแบบด้าม 10 x 10 มม.
12 = เครื่องมือแบบด้าม 12 x 12 มม.
16 = เครื่องมือแบบด้าม 16 x 16 มม.
20 = เครื่องมือแบบด้าม 20 x 20 มม.
25 = เครื่องมือแบบด้าม 25 x 25 มม.
32 = เครื่องมือแบบด้าม 32 x 32 มม.
40 = เครื่องมือแบบด้าม 40 x 40 มม.
A06 = เครื่องมือแบบด้าม 6/16 นิ้ว (3/8 นิ้ว)
A08 = เครื่องมือแบบด้าม 8/16 นิ้ว (1/2 นิ้ว)
A10 = เครื่องมือแบบด้าม 10/16 นิ้ว (5/8 นิ้ว)
A12 = เครื่องมือแบบด้าม 12/16 นิ้ว (3/4 นิ้ว)
A16 = เครื่องมือแบบด้าม 16/16 นิ้ว (1 นิ้ว)
A20 = เครื่องมือแบบด้าม 20/16 นิ้ว (1 1/4 นิ้ว)
A24 = เครื่องมือแบบด้าม 24/16 นิ้ว (1 1/2 นิ้ว)
16 = เครื่องมือด้ามกลม 16 มม.
20 = เครื่องมือด้ามกลม 20 มม.
25 = เครื่องมือด้ามกลม 25 มม.
32 = เครื่องมือด้ามกลม 32 มม.
40 = เครื่องมือด้ามกลม 40 มม.
50 = เครื่องมือด้ามกลม 50 มม.
A10 = เครื่องมือด้ามกลม 10/16" (5/8")
A12 = เครื่องมือด้ามกลม 12/16" (3/4")
A16 = เครื่องมือด้ามกลม 16/16" (1")
A20 = เครื่องมือด้ามกลม 20/16" (1 1/4")
A24 = เครื่องมือด้ามกลม 24/16" (1 1/2")
A32 = เครื่องมือด้ามกลม 32/16" (2")
25 = หัวตัด SL 25 มม.
32 = หัวตัด SL 32 มม.
40 = หัวตัด SL 40 มม.
70 = หัวตัด SL 70 มม.
21 = ใบมีด HF 21.4 มม.
25 = ใบมีด HF 25 มม.
45 = ใบมีด HF 45 มม.
6. ทิศทางของเครื่องมือ
N = ตรง
R = เครื่องมือด้านขวา
L = เครื่องมือด้านซ้าย
7. รหัสขนาดช่องใส่เม็ดมีด
D = 1.5 มม.
E = 2.0 มม.
F = 2.5 มม.
G = 3.0 มม.
H = 4.0 มม.
J = 5.0 มม.
K = 6.0 มม.
L = 8.0 มม.
8. ระยะกินลึกสูงสุด
ตัวอย่างเช่น:
20 = CDX 20 มม.
9. ประเภทระบบจ่ายน้ำหล่อเย็น
A = ระบบจ่ายน้ำหล่อเย็นความเที่ยงตรงสูงที่ด้านบน
B = ระบบจ่ายน้ำหล่อเย็นความเที่ยงตรงสูงที่ด้านล่าง
C = ระบบจ่ายน้ำหล่อเย็นความเที่ยงตรงสูงที่ด้านบนและด้านล่าง
D = ไม่มีระบบจ่ายน้ำหล่อเย็น
G = ระบบจ่ายน้ำหล่อเย็นภายใน
10. ระบบจับยึดเม็ดมีด
A = แคลมป์สปริง
B = แคลมป์สกรู
C = ร่องตื้น
D = แคลมป์สกรูที่มีการเสริมความแข็งแรงแนวโค้ง
E = แคลมป์สปริงแบบเสริมแรงแนวเส้น
F = แคลมป์สกรูที่มีการเสริมความแข็งแรงแนวเส้น
S = แคลมป์สกรูแบบเอียงสำหรับด้ามสวิส
11. จำนวนช่องใส่เม็ดมีด (ใช้ได้กับใบมีดเท่านั้น)
1 = ช่องใส่เม็ดมีดหนึ่งตัว
2 = ช่องใส่เม็ดมีดสองตัว
เครื่องมือกลึงร่องที่หน้าตัด

1. ประเภทผลิตภัณฑ์
T = CoroTurn
C = CoroCut
M = CoroMill
D = CoroDrill
B = CoroBore
2. กลุ่มผลิตภัณฑ์
2 = CoroCut® 2
3. การใช้งานผลิตภัณฑ์ (TPC)
R = ถอดเปลี่ยนเม็ดมีดได้สำหรับการกลึงตัดและกลึงร่องในแนวรัศมี
A = ถอดเปลี่ยนเม็ดมีดได้สำหรับการกลึงตัดและกลึงร่องในแนวแกน
T = ถอดเปลี่ยนเม็ดมีดได้สำหรับการกลึง
4. ประเภทระบบจับยึดด้านเครื่องจักร
CC = หัวตัดที่มีระบบจับยึด Coromant Capto®
QS = เครื่องมือที่มีด้าม QS
RS = เครื่องมือที่มีด้ามทรงสี่เหลี่ยม
SL = หัวตัด SL
5. ขนาดระบบจับยึดด้านเครื่องจักร
4 = Capto C4, หน้าแปลน 40 มม.
5 = Capto C5, หน้าแปลน 50 มม.
6 = Capto C6, หน้าแปลน 63 มม.
20 = เครื่องมือแบบด้าม 20 x 20 มม.
25 = เครื่องมือแบบด้าม 25 x 25 มม.
32 = เครื่องมือแบบด้าม 32 x 32 มม.
A12 = เครื่องมือแบบด้าม 12/16 นิ้ว (3/4 นิ้ว)
A16 = เครื่องมือแบบด้าม 16/16 นิ้ว (1 นิ้ว)
A20 = เครื่องมือแบบด้าม 20/16 นิ้ว (1 1/4) นิ้ว)
32 = หัวตัด SL 32 มม.
40 = หัวตัด SL 40 มม.
70 = หัวตัด SL 70 มม.
6. ทิศทางของเครื่องมือ
R = เครื่องมือด้านขวา
L = เครื่องมือด้านซ้าย
7. ประเภทตัวจับยึด
F = มุมเข้าตัด 0 องศา
G = มุมเข้าตัด 90 องศา
8. รหัสขนาดช่องใส่เม็ดมีด
G = 3.0 มม.
H = 4.0 มม.
J = 5.0 มม.
K = 6.0 มม.
L = 8.0 มม.
9. ระยะกินลึกสูงสุด (CDX)
ตัวอย่างเช่น:
18 = CDX 18 มม.
10. ประเภทใบมีด
A = ใบมีดโค้งสำหรับการกลึงร่องที่หน้าตัดด้านใน
B = ใบมีดโค้งสำหรับการกลึงร่องที่หน้าตัดจนถึงการกัดลายดุน
11. เส้นผ่านศูนย์กลางต่ำสุดสำหรับการตัดรอบแรก
ตัวอย่างเช่น:
220 = 220 มม.
12. ประเภทระบบจ่ายน้ำหล่อเย็น
A = ระบบจ่ายน้ำหล่อเย็นความเที่ยงตรงสูงที่ด้านบน
B = ระบบจ่ายน้ำหล่อเย็นความเที่ยงตรงสูงที่ด้านล่าง
C = ระบบจ่ายน้ำหล่อเย็นความเที่ยงตรงสูงที่ด้านบนและด้านล่าง
D = ไม่มีระบบจ่ายน้ำหล่อเย็น
13. ระบบจับยึดเม็ดมีด
A = แคลมป์สปริง
B = แคลมป์สกรู
C = ร่องตื้น
D = แคลมป์สกรูแบบเสริมแรง
เครื่องมือกลึงขึ้นรูป

1. ประเภทผลิตภัณฑ์
T = CoroTurn (การกลึงทั่วไป)
C = CoroCut (การกลึงตัดและการกลึงร่อง)
M = CoroMill
D = CoroDrill
B = CoroBore
2. กลุ่มผลิตภัณฑ์
2 = CoroCut® 2
3. การใช้งานผลิตภัณฑ์ (TPC)
R = สลับคมเม็ดมีดได้, การกลึงตัดและกลึงร่องแนวรัศมี (T711 และ T714)
A = สลับคมเม็ดมีดได้, การกลึงตัดและกลึงร่องแนวแกน (T713)
T = เครื่องมือกลึงสลับคมเม็ดมีดได้ (T712)
4. ประเภทระบบจับยึดด้านเครื่องจักร
CC = หัวตัด Coromant Capto®
QS = เครื่องมือด้าม QS
RS = เครื่องมือด้ามสี่เหลี่ยม
SL = หัวตัด SL
BF = ด้ามกลึงคว้านแบบมีส่วนเรียบ
BE = ด้ามกลึงคว้านแบบมีร่องสำหรับปลอก EasyFix
5. ขนาดระบบจับยึดด้านเครื่องจักร
3 = Capto C3, หน้าแปลน 30 มม.
4 = Capto C4, หน้าแปลน 40 มม.
5 = Capto C5, หน้าแปลน 50 มม.
6 = Capto C6, หน้าแปลน 63 มม.
8 = Capto C8, หน้าแปลน 80 มม.
08 = เครื่องมือแบบด้าม 8 x 8 มม.
10 = เครื่องมือแบบด้าม 10 x 10 มม.
12 = เครื่องมือแบบด้าม 12 x 12 มม.
16 = เครื่องมือแบบด้าม 16 x 16 มม.
20 = เครื่องมือแบบด้าม 20 x 20 มม.
25 = เครื่องมือแบบด้าม 25 x 25 มม.
32 = เครื่องมือแบบด้าม 32 x 32 มม.
40 = เครื่องมือแบบด้าม 40 x 40 มม.
A06 = เครื่องมือแบบด้าม 6/16" (3/8")
A08 = เครื่องมือแบบด้าม 8/16" (1/2")
A10 = เครื่องมือแบบด้าม 10/16" (5/8")
A12 = เครื่องมือแบบด้าม 12/16" (3/4")
A16 = เครื่องมือแบบด้าม 16/16" (1")
A20 = เครื่องมือแบบด้าม 20/16" (1 1/4")
A24 = เครื่องมือแบบด้าม 24/16" (1 1/2")
25 = หัวตัด SL 25 มม.
32 = หัวตัด SL 32 มม.
40 = หัวตัด SL 40 มม.
70 = หัวตัด SL 70 มม.
16 = ด้ามกลึงคว้าน 16 มม.
20 = ด้ามกลึงคว้าน 20 มม.
25 = ด้ามกลึงคว้าน 25 มม.
32= ด้ามกลึงคว้าน 32 มม.
40 = ด้ามกลึงคว้าน 40 มม.
50 = ด้ามกลึงคว้าน 50 มม.
A10 = ด้ามกลึงคว้าน 10/16" (5/8")
A12 = ด้ามกลึงคว้าน 12/16" (3/4")
A16 = ด้ามกลึงคว้าน 16/16" (1")
A20 = ด้ามกลึงคว้าน 20/16" (1 1/4")
A24 = ด้ามกลึงคว้าน 24/16" (1 1/2")
A32 = ด้ามกลึงคว้าน 32/16" (2")
6. ทิศทางการตัดของเครื่องมือ
R = เครื่องมือกลึงขวา
L = เครื่องมือกลึงซ้าย
7. มุมการไล่ระดับสูงสุด (RMPX)
07 = 7 องศา
20 = 20 องศา
45 = 45 องศา
70 = 70 องศา
8. ขนาดช่องใส่เม็ดมีด
D = 1.5 มม.
E = 2.0 มม.
F = 2.5 มม.
G = 3.0 มม.
H = 4.0 มม.
J = 5.0 มม.
K = 6.0 มม.
L = 8.0 มม.
9. ระยะกินลึกสูงสุด
ตัวอย่าง:
25 = CDX 25 มม.
10. ประเภทน้ำหล่อเย็น
A = น้ำหล่อเย็นความเที่ยงตรงสูงที่ด้านบน
B = น้ำหล่อเย็นความเที่ยงตรงสูงที่ด้านล่าง
C = น้ำหล่อเย็นความเที่ยงตรงสูงที่ด้านบนและด้านล่าง
D = ไม่มีน้ำหล่อเย็น
G = น้ำหล่อเย็นภายใน
11. ระบบจับยึด
A = แคลมป์สปริง
B = แคลมป์สกรู
C = ร่องตื้น
D = แคลมป์สกรูแบบเสริมแรง
ลงทะเบียน ติดตามข่าวสาร
สมัครรับจดหมายข่าวของเราวันนี้

Sandvik Thailand Limited
+66 2 016 2120At 51, Major Tower Rama 9-Ramkumhang,19th Floor, Room No. 1904-6, Rama 9 Road, Kwaeng Huamark, Khet Bangkapi, Bangkok 10240