
CoroCut® 2
ออกแบบใหม่เพื่อประสิทธิภาพที่ดียิ่งขึ้น
กรณีศึกษาของลูกค้า
อายุการใช้งานเครื่องมือยาวนานขึ้น
อายุการใช้งานเครื่องมือ
ต้นทุนต่อชิ้นส่วน
| ส่วนประกอบ: | เพลาบน |
| กลุ่มอุตสาหกรรม: | ยานยนต์ |
| วัสดุ: | P1.2.Z.HT (S45C) |
| การดำเนินงาน: | การตัด |
| เครื่องจักร: | เอซ |
ความท้าทาย: เพื่อยืดอายุการใช้งานของเครื่องมือและลดปัญหาเม็ดมีดแตก
ผลลัพธ์: ด้วย CoroCut® 2 ช่วยให้ลูกค้ามีอายุการใช้งานเครื่องมือเพิ่มขึ้น 130%
| คู่แข่ง | Sandvik Coromant | |
| เครื่องมือ | - | C2R-RS25-LE08B |
| เม็ดมีด | - | C2I-E2N-0200-0002-CM 4425 |
| n, รอบต่อนาที | 2300 | 2600 |
| vc, ม./นาที (ฟุต/นาที) | 110 (361) | 120 (394) |
| fn, มม./รอบ (นิ้ว/รอบ) | 0.06 (0.0024) | 0.05 (0.0020) |
| ap, มม. (นิ้ว) | 6 (0.236) | 6 (0.236) |
| เวลาตัด, วินาที | 8 | 8 |
| เกณฑ์การจัดทําดัชนี | เสี่ยงต่อการแตกหักของเม็ดมีด | อายุการใช้งานที่กําหนดไว้ล่วงหน้า |
| อายุการใช้งานเครื่องมือ, ชิ้นงาน | 350 | 800 |
กรณีศึกษาของลูกค้า
อายุการใช้งานเครื่องมือยาวนานขึ้น
อายุการใช้งานเครื่องมือยาวนานขึ้น
V-โปรไฟล์

โปรไฟล์ราง

| ส่วนประกอบ: | ปกติเปิดฐานซีลไอดีวาล์ว |
| กลุ่มอุตสาหกรรม: | อิเล็กทรอนิกส์ |
| วัสดุ: | สแตนเลส 304, M1.0.Z.AQ, 200 HB |
| การทำงาน: | การตัดออก |
| น้ำหล่อเย็น: | น้ำมันภายนอก 50 บาร์ |
| เครื่องจักร: | เครื่องหัวเลื่อน CNC |
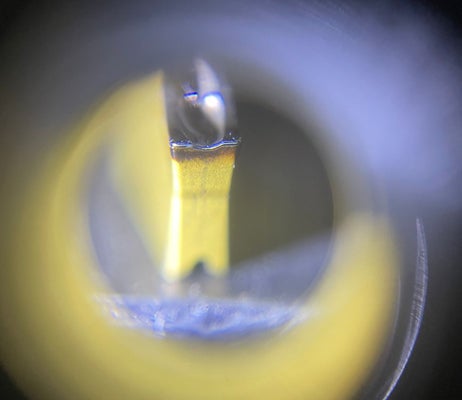
ความท้าทาย: การเคลื่อนที่ของเม็ดมีด V-profile ของลูกค้าเกิดจากการตัดเกินหรือการตัดน้อยลง
ผลลัพธ์: เม็ดมีดโปรไฟล์ราง CoroCut® 2 ช่วยให้อายุการใช้งานของเครื่องมือเพิ่มขึ้น 71% ต่อคม
| คู่แข่ง | Sandvik Coromant | |
| เครื่องมือ | - | C2R-RS16-LE17DS |
| เม็ดมีด | - | C2I-E2N-0200-0002-CM 1225 |
| n, รอบต่อนาที | 1800 | 1800 |
| fn, มม./รอบ (นิ้ว/รอบ) | 0.05 (0.002) | 0.05 (0.002) |
| ap, มม. (นิ้ว) | 0.3 (0.012) | 0.3 (0.012) |
| เวลาตัด, วินาที | 6 | 6 |
| เหตุผลในการเปลี่ยนเครื่องมือ | เกณฑ์การสึกหรอที่กำหนดไว้ล่วงหน้า | เกณฑ์การสึกหรอที่กำหนดไว้ล่วงหน้า |
| อายุการใช้งานเครื่องมือ, ชิ้นงาน | 700 | 1200 |
กรณีศึกษาของลูกค้า
อายุการใช้งานเครื่องมือยาวนานขึ้น
อายุการใช้งานเครื่องมือยาวนานขึ้น
เม็ดมีดสึกหรอหลังจาก 85 ชิ้น

| ส่วนประกอบ: | ถ้วยฟันกราม |
| กลุ่มอุตสาหกรรม: | ทางการแพทย์ |
| วัตถุ: | โคบอลต์โครเมี่ยมโมอัลลอย 310 HB |
| การผ่าตัด: | การกลึงหยาบ |
| น้ำหล่อเย็น: | อิมัลชันภายนอก |
| เครื่องจักร: | โอคุมะ LT2000 |
ท้าทาย: ลูกค้าร้องขอประสิทธิภาพ RCMT ที่ปรับให้เหมาะสม คู่แข่งและ Sandvik Coromant ได้ทำการเปรียบเทียบการทดลอง
ผลลัพธ์: การนำ CoroCut® 2 มาใช้ทำให้เรามีประสิทธิภาพต่อคมตัดเมื่อเทียบกับคู่แข่งเพิ่มขึ้นเป็นสองเท่า
| คู่แข่ง | Sandvik Coromant | |
| เครื่องมือ | - | RF123H051-12BM |
| เม็ดมีด | - | C2I-H2N-0500-RM 1225 |
| n, รอบต่อนาที | 700 | 700 |
| vc, ม./นาที (ฟุต/นาที) | 70 (230) | 70 (230) |
| fn, มม./รอบ (นิ้ว/รอบ) | 0.08–0.3 (0.003–0.012) | 0.08–0.3 (0.003–0.012) |
| ap, มม. (นิ้ว) | 0.75 (0.030) | 0.75 (0.030) |
| เวลาตัด, วินาที | 20 | 20 |
| เหตุผลในการเปลี่ยนเครื่องมือ | เสี่ยงต่อการพังของเม็ดมีด | เสี่ยงต่อการพังของเม็ดมีด |
| อายุการใช้งานเครื่องมือ, ชิ้นงาน | 30 | 60 |
กรณีศึกษาของลูกค้า
อายุการใช้งานเครื่องมือยาวนานขึ้น
ประสิทธิภาพการผลิตเพิ่มขึ้น
ลดต้นทุน
สกรูทางการแพทย์

| ส่วนประกอบ: | สกรู |
| กลุ่มอุตสาหกรรม: | ทางการแพทย์ |
| วัสดุ: | สแตนเลส 40 HRC |
| การทำงาน: | การตัดออก |
| น้ำหล่อเย็น: | น้ำหล่อเย็นแบบหมอก |
| เครื่องจักร: | หัวเลื่อน (Citizen) |
ความท้าทาย: เพื่อยืดอายุการใช้งานของเครื่องมือ ควบคุมเศษ และลดรอบระยะเวลาในการผลิตและต้นทุนต่อชิ้นงาน
ผลลัพธ์: ลดรอบระยะเวลาในการผลิตและต้นทุนต่อชิ้นงานด้วยอายุการใช้งานของเครื่องมือที่เพิ่มขึ้น การควบคุมเศษก็ดีขึ้นเช่นกัน
| คู่แข่ง | Sandvik Coromant | |
| เครื่องมือ | - | C2R-QS12-RE11AD |
| เม็ดมีด | - | C2I-E2N-0200-0004-GF 1225 |
| n, รอบต่อนาที | 995 | 1393 |
| vc, ม./นาที (ฟุต/นาที) | 25 (82) | 35 (115) |
| fn, มม./รอบ (นิ้ว/รอบ) | 0.03 (0.001) | 0.08 (0.003) |
| ap, มม. (นิ้ว) | 4 (0.157) | 4 (0.157) |
| เวลาตัด, วินาที | 2 | 1.08 |
| อายุการใช้งานเครื่องมือ, ชิ้นงาน | 700 | 1500 |
กรณีศึกษาของลูกค้า
อายุการใช้งานเครื่องมือยาวนานขึ้น
อายุใช้งานเครื่องมือ

| ส่วนประกอบ: | ขั้วต่อฟิตติ้ง |
| กลุ่มอุตสาหกรรม: | ยานยนต์ |
| วัสดุ: | M1.0.Z.AQ (304 L) |
| การดำเนินการ: | การกลึงตัด 2 มม. เส้นผ่านศูนย์กลางส่วนประกอบ 11 มม. |
| เครื่องจักร: | Citizen |
ความท้าทาย: ลูกค้าต้องการเพิ่มอายุการใช้งานของเครื่องมือ ลดต้นทุนต่อชิ้นส่วน ปรับปรุงคุณภาพพื้นผิว และลดการเกิดครีบ
ผลลัพธ์: ด้วย CoroCut® 2 ลูกค้าสามารถเอาชนะทุกความท้าทายและยืดอายุการใช้งานเครื่องมือได้ถึง 140%
| คู่แข่ง | Sandvik Coromant | |
| เม็ดมีด | - | C2I-E2N-0200-0002-CM1225 |
| n, รอบต่อนาที | 2400 | 2400 |
| vc, ม./นาที (ฟุต/นาที) | 83 (272) | 83 (272) |
| fz, มม./z (นิ้ว/z) | 0.03 (0.001) | 0.03 (0.001) |
| ap, มม. (นิ้ว) | 5.5 (0.217) | 5.5 (0.217) |
| เวลาตัด, วินาที | 5 | 5 |
| เกณฑ์การจัดทำดัชนี | การเกิดเสี้ยน | ไม่มีเสี้ยน, การสึกหรอด้านข้างเล็กน้อย |
| อายุการใช้งานเครื่องมือ, ชิ้นงาน | 250 | 600 |
กรณีศึกษาของลูกค้า
การควบคุมเศษที่ดีขึ้น
ประสิทธิภาพการผลิตเพิ่มขึ้น
ลดต้นทุน
| ส่วนประกอบ: | ลูกสูบรูลง |
| กลุ่มอุตสาหกรรม: | น้ำมันและก๊าซ |
| วัตถุ: | P1.1.Z.HT |
| การปฏิบัติงาน: | เครื่องจักร 14 ร่องบน OD |
| เครื่องจักร: | Mazak Quick Turn Nexus 250 |
ความท้าทาย: การควบคุมเศษที่ไม่ดีทำให้เครื่องจักรล่าช้าและทำให้ประสิทธิภาพการผลิตช้าลง
ผลลัพธ์: CoroCut® 2 และระบบ QS™ ที่มีระบบจ่ายน้ำหล่อเย็นด้านบนและด้านล่างช่วยให้ควบคุมเศษได้ดีขึ้น ลูกค้าสามารถใช้ค่าการตัดที่สูงขึ้นและช่วยลดต้นทุนโดยรวมต่อชิ้นส่วนได้
| คู่แข่ง | Sandvik Coromant | |
| เครื่องมือ | - | C2R-QSA16-RH25-CB |
| เม็ดมีด | - | C2I-H2N-0400-0004-TF 4425 |
| vc, ม./นาที (ฟุต/นาที) | 152 (500) | 244 (800) |
| fn, มม./รอบ (นิ้ว/รอบ) | 0.10 (0.004) | 0.15 (0.006) |
| ap, มม. (นิ้ว) | 3.8 (0.150) | 3.8 (0.150) |
| น้ำหล่อเย็น: | ระบบจ่ายน้ำหล่อเย็นภายนอก | ผ่านเครื่องมือ เหนือและล่าง |
| อายุการใช้งานเครื่องมือ, ชิ้นงาน | 20 | 38 |
การแสดง
เกรด GC1225
อายุการใช้งานเครื่องมือเพิ่มขึ้น
GC1125

GC1225

| ส่วนประกอบ/ส่วนงาน: | ชิ้นส่วนยานยนต์ |
| วัสดุ: | กลึง, P2.1.Z.AN, 180 HB |
| การปฏิบัติงาน: | การกลึงร่องภายนอก, การเก็บผิวละเอียด, อิมัลชั่น |
ผล: เกรด GC1225 มีอายุการใช้งานเครื่องมือเพิ่มขึ้น 36% เมื่อเทียบกับเกรด GC1125 ที่มีอยู่
| จีซี 1125 | จีซี 1225 | |
| เม็ดมีด | N123H2-0400-0004-GF 1125 | C2I-H2N-0400-0004-GF 1225 |
| vc, ม./นาที (ฟุต/นาที) | 260 (853) | 260 (853) |
| fn, มม./รอบ (นิ้ว/รอบ) | 0.15 (0.006) | 0.15 (0.006) |
| อายุการใช้งานเครื่องมือ, ชิ้นงาน | 178 | 243 |
การแสดง
ตัวจับยึดเครื่องมือพร้อมระบบน้ําหล่อเย็นความเที่ยงตรงสูง
ผลิตภาพ
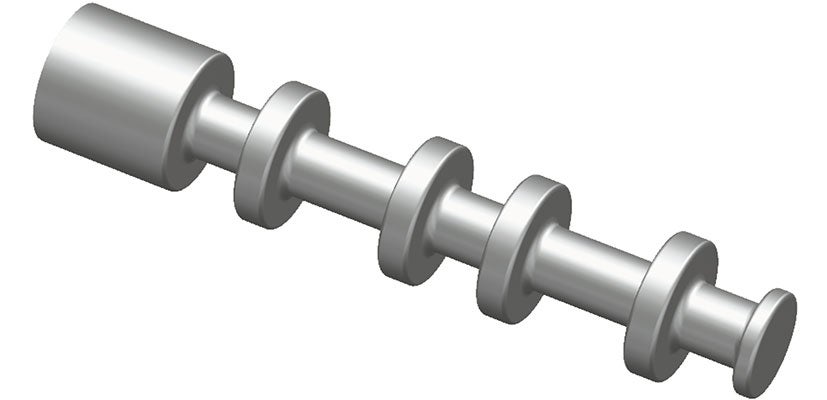
| ส่วนประกอบ/ส่วนงาน: | เพลาลูกเบี้ยว |
| วัสดุ: | 4340 AISI P2.2.Z.AN |
| การทำงาน: | การกัดหลุม (วิธีรูปคลื่น) |
| เครื่องจักร: | โอคุมะ LT3000 |
ผล: ตัวจับยึดเครื่องมือรุ่นใหม่ให้ข้อมูลการตัดที่สูงขึ้นและมีอายุการใช้งานเครื่องมือที่ยาวนานขึ้นอย่างมาก
| สปริงล็อค | สกรูแคลมป์ | |
| เครื่องมือ | RF123J00C16E | C2R-QSA16-RJ25CB |
| เม็ดมีด | N123J2-0600-RM | N123J2-0600-RM |
| n รอบต่อนาที | 1300 | 1300 |
| vc, ม./นาที (ฟุต/นาที) | ตัวแปร | ตัวแปร |
| fz มม./รอบ (นิ้ว/รอบ) | 0.45 (0.018) | 0.55 (0.022) |
| ap มม. (นิ้ว) | 1.2 (0.047) | 1.2 (0.047) |
| อายุการใช้งานเครื่องมือ, ชิ้นงาน | 20 | 20 |
| ผล: | จำเป็นต้องเปลี่ยนตัวจับยึดเครื่องมือทุก 6-8 สัปดาห์ | ตัวจับยึดเครื่องมือใหม่มีอายุการใช้งานอย่างน้อย 6 เดือน |
ลงทะเบียน ติดตามข่าวสาร
สมัครรับจดหมายข่าวของเราวันนี้

Sandvik Thailand Limited
+66 2 016 2120At 51, Major Tower Rama 9-Ramkumhang,19th Floor, Room No. 1904-6, Rama 9 Road, Kwaeng Huamark, Khet Bangkapi, Bangkok 10240