
CoroMill® MS20
นวัตกรรมใหม่ของการกัดบ่า
รายละเอียดโดยรวมของรุ่นต่างๆ
หัวกัด
| ช่วงเส้นผ่านศูนย์กลางหัวกัด | 15.8–84 มม. (เทียบจากหน่วยนิ้ว) | |
| ระบบเชื่อมต่อหัวกัด | ด้ามกลม, Coromant® EH, MSSC, อาร์เบอร์, Coromant Capto® และ Weldon (หน่วยนิ้ว) | 119 รายการ |
| ระบบเชื่อมต่อหัวกัด | CIS และ Weldon (หน่วยเมตริก) | 13 รายการ |

สามารถเลือกตระกูล CAPP M253 สำหรับหัวกัดได้
เม็ดมีด
| ขนาด IC ของเม็ดมีด | IC10 |
| หน้าลายเม็ดมีด | E-L50, M-M20 และ M-M30 |
| รัศมีมุมของเม็ดมีด | 0.2, 0.4, 0.8 และ 1.6 |
| เกรดเม็ดมีด | 1040, 2040, S30T และ S40T |
| จำนวนผลิตภัณฑ์ | 27 |
ค่าการตัด
ค่า hex ที่แนะนำ
| กลุ่ม ISO | เกรด | hex, มม. (นิ้ว) | hex, มม. (นิ้ว) | hex, มม. (นิ้ว) |
| | | E-L50 | M-M20 | M-M30 |
| M1.0.Z.AQ (1.4404 / 316L) | 1040, 2040 | 0.1 (0.05–0.15) .004 (.002–.006) | 0.1 (0.08–0.15) .004 (.003–.006) | |
| M3.2.Z.AQ (SAF2205) | 1040, 2040 | 0.08 (0.05–0.12) .003 (.002–.0047) | 0.08 (0.05–0.12) .003 (.002–.0047) | |
| S4.2.Z.AN (TiAl6V4) | S30T | 0.1 (0.05–0.15) .004 (.002–.006) | 0.1 (0.08–0.15) .004 (.003–.006) | 0.13 (0.08–0.2) .0051 (.003–.008) |
| S2.0.Z.AG (Inconel 718) | S30T, 2040 | 0.08 (0.05–0.12) .003 (.002–.0047) | 0.08 (0.05–0.12) .003 (.002–.0047) | 0.1 (0.08–0.15) .004 (.003–.006) |
ความเร็วตัดที่แนะนำ
| วัสดุ | เกรด | vc ม./นาที (ฟุต/นาที) |
| M1.0.Z.AQ (1.4404 / 316L) | 1040 | 75–155 (246–509) |
| 2040 | 90–135 (295–443) | |
| S30T | 90–155 (295–509) | |
| S40T | 135–235 (443–771) | |
| M3.2.Z.AQ (SAF2205) | 1040 | 80–110 (262–361) |
| 2040 | 90–135 (295–443) | |
| S30T | 90–130 (295–427) | |
| S40T | 90–135 (295–443) | |
| S4.2.Z.AN (TiAl6V4) | 2040 | 35–80 (115–262) |
| S30T | 35–105 (115–344) | |
| S40T | 35–60 (115–213) | |
| S2.0.Z.AG (Inconel 718) | 2040 | 30–50 (98–164) |
| S30T | 30–55 (98–180) | |
| S40T | 25–50 (82–164) |
ค่าการตัด, APMX และ AZ
| APMX | 9.0 มม. (0.35 นิ้ว) |
| ap ที่แนะนำ | 4.0 มม. (0.16 นิ้ว) |
| AZ | 1.0 มม. (0.04 นิ้ว) |
ค่าการตัด, การกัดไล่ระดับแนวตรงและแบบเฮลิคัล
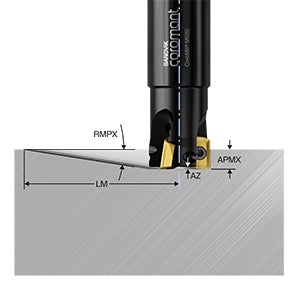
| DCX, เมตริก | DCX, นิ้ว | RMPX (องศา) | Lm, มม. (นิ้ว) | Dm สูงสุด, มม. (นิ้ว) | Dm ต่ำสุดของส่วนเรียบ, มม. (นิ้ว) | Dm ต่ำสุด, มม. (นิ้ว) |
| | ⅝" | 7.8 | 65.7 (2.85) | 30.15 (1.19) | 27.75 (1.08) | 23.75 (0.93) |
| 16 มม. | | 7.7 | 66.6 (2.61) | 30.4 (1.2) | 28 (1.10) | 25 (0.97) |
| | ¾" | 5.4 | 95.2 (2.57) | 36.5 (1.44) | 34.1 (1.33) | 30.1 (1.18) |
| 20 มม. | | 4.9 | 105 (4.13) | 38.4 (1.50) | 36 (1.42) | 33 (1.3) |
| 25 มม. | | 3.3 | 156.1 (6.15) | 48.4 (1.91) | 46 (1.80) | 43 (1.68) |
| | 1" | 3.2 | 161 (6.34) | 46.8 (1.82) | 46.8 (1.83) | 42.8 (1.68) |
| | 1 ¼" | 2.2 | 234.3 (9.21) | 61.9 (2.44) | 59.5 (2.33) | 55.5 (2.18) |
| 32 มม. | | 2.2 | 234.3 (9.21) | 62.4 (2.46) | 60 (2.35) | 57 (2.23) |
| | 1 ½" | 1.7 | 303.2 (11.94) | 72.2 (2.83) | 72.2 (2.83) | 68.2 (2.68) |
| 40 มม. | | 1.6 | 322.2 (12.68) | 78.4 (3.09) | 76 (2.98) | 73 (2.86) |
| 50 มม. | | 1.2 | 429.7 (16.92) | 98.4 (3.86) | 96 (3.78) | 93 (3.65) |
| | 2" | 1.2 | 429.7 (16.92) | 97.6 (3.83) | 97.6 (3.83) | 93.6 (3.68) |
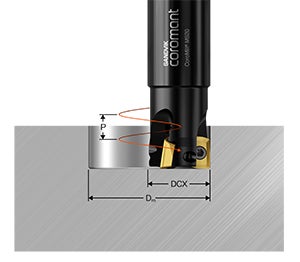
ค่าการตัด, การกัดแทง


แรงตัดในแนวแกน
| กลุ่ม ISO | วัสดุอ้างอิง | ae สูงสุด, มม. (นิ้ว) | อัตราป้อน, มม./ฟันตัด (นิ้ว/ฟันตัด) |
| ISO M | M1.0.Z.AQ (1.4404 / 316L) | 4 (0.157) | 0.10 (0.08–0.15) (0.004 (0.003–0.006)) |
| ISO M | M3.2.Z.AQ (SAF2205) | 4 (0.157) | 0.08 (0.05–0.12) (0.003 (0.002–0.0004)) |
| ISO S | S4.2.Z.AN (TiAl6V4) | 3 (0.118) | 0.08 (0.05–0.12) (0.003 (0.002–0.0004)) |
| ISO S | S2.0.Z.AG (Inconel 718) | 3 (0.118) | 0.08 (0.05–0.12) (0.003 (0.002–0.0004)) |
ระยะกินลึกผันแปร
- ในกรณีที่เม็ดมีดมีการสึกหรอมากกว่าปกติ โดยเฉพาะการทำงานกับวัสดุกลุ่ม ISO M สามารถที่จะปรับค่าระยะกินลึก (ap) ของแต่ละรอบได้ เพื่อให้เกิดการสึกหรอแบบรอยบากช้าลง
- ค่าออฟเซ็ตสำหรับ ap: 25–75% ของ APMX
แนะนำให้ใช้ค่า 2.5 ถึง 6.5 มม. (0.098 ถึง 0.256 นิ้ว) สำหรับ CoroMill® MS20

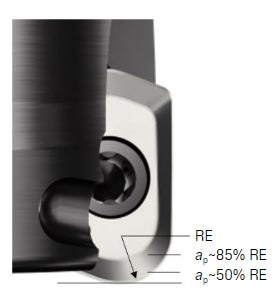
การใช้รัศมีขนาดใหญ่
- เม็ดมีดที่มีรัศมีมุมใหญ่กว่าจะช่วยเพิ่มความเชื่อถือได้ของการทำงาน โดยเฉพาะสำหรับการกัดโค้งที่บริเวณมุมของหลุม รวมถึงการกัดไล่ระดับโดยใช้ค่ามุมไล่ระดับใหญ่ขึ้น
- แรงตัด / โหลดของสปินเดิลจะเพิ่มขึ้น
- ผิวสำเร็จมีคุณภาพต่ำลง
- อาจส่งผลให้เกิดการสั่นสะท้านถ้าใช้ระยะยื่นยาว
- เมื่อใช้ ap ≤85% RE จะทำให้การสึกหรอแบบรอยบากน้อยมาก
- เมื่อใช้ ap ≤ 50% RE จะสามารถใช้การกัดอัตราป้อนสูงได้
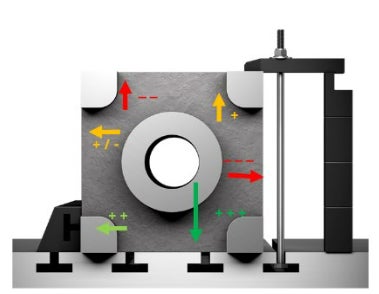
ข้อจำกัดของการจับยึด
- ต้องคำนึงถึงการจับยึดในระหว่างที่เลือกทิศทางการตัดและเมื่อมีการเปลี่ยนทิศทาง
- ทิศทางการตัดเข้าหาโต๊ะงานจะให้ความมั่นคงสูงสุด ถ้ามีการติดตั้งโครงรองรับที่แข็งแรงเข้ากับโต๊ะงานโดยตรง
ความท้าทายของการตัดเฉือนวัสดุกลุ่ม ISO M
การทำงาน
- การกัดหลุมเปิดหรือปิด
- การกัดร่องหน้าเต็มและการเจาะรูด้วยรอบการกัดไล่ระดับแบบเฮลิคัล
- การกัดเบ้าโดยใช้ระยะยื่นยาว
- การกัดบ่าฉากแบบหน้าสัมผัสตื้น
- การกลึงกัดหลายแกน
ความท้าทาย
- ลักษณะของเศษ
- ความปลอดภัยและความเชื่อถือได้ของเม็ดมีด
- การตัดเฉือนที่ใช้ระยะยื่นยาว
- อายุการใช้งานสม่ำเสมอและคำนวณล่วงหน้าได้แม่นยำ
วิธีแก้ปัญหาด้วย CoroMill® MS20
- ใช้หน้าลาย M-M20 เพื่อให้ได้รูปร่างของเศษเหมาะสมและคายเศษได้ดีเยี่ยมสำหรับวัสดุเนื้อเหนียว
- หน้าลาย M-M30 ให้ความเชื่อถือได้สูงกว่าสำหรับวัสดุเหนียว (ดูเพล็กซ์) หน้าลายนี้มีคมตัดเหนียวกว่า ทำให้สามารถเม็ดมีดมีประสิทธิภาพสูงกว่า (ใช้ค่าการตัดได้สูงขึ้น) ในสภาพการทำงานมั่นคง
- ใช้หน้าลาย E-L50 สำหรับงานที่ต้องใช้ระยะยื่นยาว ซึ่งคมตัดที่คมกว่าและใช้แรงตัดต่ำกว่าจะช่วยลดปัญหาการสั่นสะท้าน
- ด้ามเหล็กกล้าที่แข็งแรงจะช่วยให้ความมั่นคงสูงขึ้นและเกิดการโก่งน้อยลง
- ทั้งสองคมตัดมีอายุการใช้งานเท่ากัน โดยหน้าลาย M-M20 มีลักษณะการสึกหรอสม่ำเสมอและคำนวณล่วงหน้าได้ โดยเฉพาะเมื่อใช้กับวัสดุเหล็กสเตนเลสออสเทนนิติก
ความท้าทายของการตัดเฉือนวัสดุกลุ่ม ISO S
การทำงาน
- การกัดหลุมเปิดหรือปิด
- การกัดร่องหน้าเต็มและการเจาะรูด้วยรอบการกัดไล่ระดับแบบเฮลิคัล
- การกัดเบ้าโดยใช้ระยะยื่นยาว
- การกัดบ่าฉากแบบหน้าสัมผัสตื้น
- การกลึงกัดหลายแกน
ความท้าทาย
- การคายเศษ
- ความปลอดภัยและความเชื่อถือได้ของเม็ดมีด
- อายุการใช้งานเครื่องมือ
- ความเสียหายของหัวกัด (การเสียดสีของเศษ)
วิธีแก้ปัญหาด้วย CoroMill® MS20
- ใช้หน้าลาย E-L50 เพื่อให้ได้รูปร่างของเศษเหมาะสมและคายเศษได้ดีเยี่ยมสำหรับวัสดุเนื้อเหนียว
- หน้าลาย M-M20 และ M-M30 มีความเชื่อถือได้สูงสำหรับไทเทเนียมและ Inconel ซึ่งเป็นวัสดุตัดเฉือนยาก
- ทั้งสองหน้าลายมีคมตัดเหนียวกว่า ทำให้สามารถเม็ดมีดมีประสิทธิภาพสูงกว่า (ใช้ค่าการตัดได้สูงขึ้น) ในสภาพการทำงานมั่นคง
- ด้ามเครื่องมือทำจากเหล็กกล้า แข็งแรงและให้ความมั่นคงดีกว่า รวมทั้งเกิดการโก่งตัวน้อยกว่า วัสดุทำเครื่องมือผ่านการปรับปรุงให้ทนต่อการเสียดสีจากเศษได้ดีขึ้น
CoroPlus® Tool Guide สำหรับ CoroMill® MS20

- ใช้เว็บไซต์เลือกเครื่องมือออนไลน์ CoroPlus® Tool Guide เพื่อดูคำแนะนำเครื่องมือพร้อมข้อมูลที่แม่นยำ รวดเร็ว และตรงกับความต้องการใช้งานของคุณโดยเฉพาะ
- เลือกเครื่องมือและค่าการทำงานที่ถูกต้องสำหรับงานของคุณตามลักษณะเครื่องมือ การทำงาน วัสดุ และเครื่องจักร
- เลือกง่ายและใช้งานสะดวก
- รองรับรูปแบบการใช้งานทั้งหมดของ CoroMill® MS20
ลงทะเบียน ติดตามข่าวสาร
สมัครรับจดหมายข่าวของเราวันนี้

Sandvik Thailand Limited
+66 2 016 2120At 51, Major Tower Rama 9-Ramkumhang,19th Floor, Room No. 1904-6, Rama 9 Road, Kwaeng Huamark, Khet Bangkapi, Bangkok 10240