
CoroMill 415
หัวกัดปาดหน้าอัตราป้อนสูงขนาดเส้นผ่านศูนย์กลางเล็ก
ค่าแรงบิด
ค่าแรงบิดที่ถูกต้องคือ 0.6 นิวตัน-เมตรสำหรับ IC05 และ 1.2 นิวตัน-เมตรสำหรับ IC07

คำแนะนำในการประกอบ
ทำความสะอาดช่องใส่เม็ดมีดอย่างทั่วถึงเมื่อทำการติดตั้งเม็ดมีดใหม่ และด้วยขนาดที่เล็ก จึงขอแนะนำให้เปลี่ยนคมตัดของเม็ดมีด IC05 เมื่อเกิดการสึกหรอด้านหน้า (Vb) สูงสุด 0.15 มม. (0.006 นิ้ว) ในวัสดุ ISO M และ ISO S
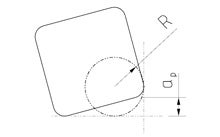
รัศมีที่ใช้ในการเขียนโปรแกรม
รศ.มท.ใช้ในการเขียนโปรแกรมคือ 1.5 มม. (0.059 นิ้ว) สำหรับ IC05 และ 2.2 มม. (0.087 นิ้ว) สำหรับ IC07 ส่วน R ที่ถูกต้องและ ap สำหรับหน้าลายต่างๆ ให้ดูที่คำแนะนำ

ระบบเชื่อมต่อน้ำหล่อเย็น
ระบบจ่ายน้ำหล่อเย็นภายในมาตรฐานพร้อมช่องจ่ายในแนวรัศมีสำหรับหัวกัดทุกรุ่น
คำแนะนำในการใช้งาน

ลักษณะของเศษ
ลักษณะของเศษและการคายเศษที่ให้ประสิทธิภาพสูงสุดถือเป็นกุญแจสำคัญของงานกัดคุณภาพสูง เรียนรู้เพิ่มเติมเกี่ยวกับวิธีที่จะให้ลักษณะของเศษดีที่สุด และอย่าลืมกฎทองของงานกัด: กัดจากหนาไปบาง
ตำแหน่งหัวกัด
ทุกครั้งที่คมตัดของหัวกัดทำการเข้ากัดจะเกิดแรงกดกระแทกสูง ดังนั้น ชนิดของหน้าสัมผัสที่เหมาะสมระหว่างคมตัดกับวัสดุที่ช่วงกัดเข้าและกัดออกจึงเป็นสิ่งที่ต้องคำนึงถึงเพื่อให้การกัดมีประสิทธิภาพ
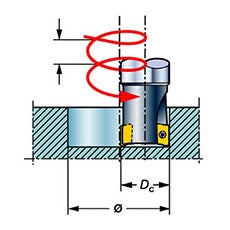
ข้อพิจารณาหลักสามข้อเพื่อการกัดไล่ระดับที่มีประสิทธิภาพ
การกัดไล่ระดับเป็นวิธีที่มีประสิทธิภาพในการเข้าถึงชิ้นงานเมื่อทำการตัดเฉือนหลุม ข้อพิจารณาหลักที่ต้องนำไปใช้อย่างถูกต้องเพื่อให้การกัดไล่ระดับมีประสิทธิภาพมีสามข้อ
คำแนะนำ
ค่าการตัด
| IC | กลุ่มวัสดุ ISO | MC | ค่าเริ่มต้น | |
| Vc (มม./นาที) | fz (มม./ฟันตัด) | |||
| 05 | P | P1.2.Z.AN | 240 | 0.48 |
| P2.1.Z.AN | 180 | |||
| P2.2.Z.AN/P2.5.Z.HT | 180 | |||
| M | M1.1.Z.AQ | 210 | 0.38 | |
| M1.0.Z.PH | 90 | |||
| S | S4.2.Z.AN | 50 | 0.4 | |
| H | H1.1.Z.HA | 150 | 0.48 | |
| IC | กลุ่มวัสดุ ISO | ตัวอย่างวัสดุ | ค่าเริ่มต้น | |
| Vc (มม./นาที) | fz (มม./ฟันตัด) | |||
| 07 | P | P1.2.Z.AN | 240 | 0.55 |
| P2.1.Z.AN | 180 | |||
| P2.2.Z.AN/P2.5.Z.HT | 180 | |||
| M | M1.1.Z.AQ | 210 | 0.45 | |
| M1.0.Z.PH | 90 | |||
| S | S4.2.Z.AN | 50 | 0.4 | |
| H | H1.1.Z.HA | 150 | 0.55 | |
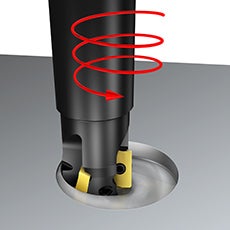
การกัดแบบเฮลิคัล
CoroMill® 415 |
||||||
| เส้นผ่านศูนย์กลางหัวกัด | iC 05 | iC 07 | ||||
| มุมของการไล่ระดับ (α°) | b | 4.1 | มุมของการไล่ระดับ (α°) | b | 5.5 | |
| ap สูงสุด | 0.85 | ap สูงสุด | 1.2 | |||
| Dm สูงสุด | Dm ต่ำสุด | Dm สูงสุด | Dm ต่ำสุด | |||
| 13 | 0.848 | 24.8 | 18 | |||
| 16 | 0.97 | 30.8 | 24 | |||
| 20 | 0.616 | 38.8 | 32 | 0.56 | 38 | 28 |
| 25 | 0.64 | 48.8 | 42 | 0.61 | 48 | 38 |
| 32 | 0.65 | 62.8 | 56 | 0.63 | 62 | 52 |
| 40 | 0.48 | 78 | 68 | |||
รัศมีสำหรับการเขียนโปรแกรมและระยะกินลึกสูงสุด
| รหัสเม็ดมีด | ap, มม. (นิ้ว) | R, มม. (นิ้ว) |
| 415N-05 02 06M-M30... | 0.85 (0.033) | 1.5 (0.059) |
| 415N-05 02 12M-M30... | 0.85 (0.033) | 2.0 (0.079) |
| 415N-07 03 10M-M30... | 1.2 (0.047) | 2.2 (0.087) |
| 415N-07 03 20M-M30... | 1.2 (0.047) | 2.8 (0.110) |
ลงทะเบียน ติดตามข่าวสาร
สมัครรับจดหมายข่าวของเราวันนี้

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机)