
CoroMill 745
หัวกัดปาดหน้าแบบหลายคมตัดเพื่อความประหยัดสูงสุดในการผลิต
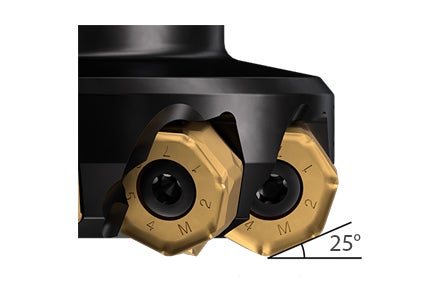
หัวกัดอัตราป้อนสูง CoroMill® 745 ชนิดมุมเข้างาน 25°
การกดหยาบและการเก็บพวกงานละเอียดแทนเครื่องในขั้นตอนเดียว
| ชิ้นงาน: | แท่นเครื่อง |
| วัสดุ: | CMC ST52, 165 HB แบบหล่อ |
| การทำงาน: | การกัดหยาบและการเก็บผิวกึ่งละเอียด |
| เครื่องจักร: | เครื่องกัดขนาดใหญ่ ISO-50 |
ไม่จำเป็นต้องใช้เครื่องมือเก็บผิวละเอียด
ระยะเวลาการผลิต/ชิ้นงาน
-40%
| CoroMill® 745 ชนิดมุมเข้างาน 25° | แบรนด์อื่น | |
| เครื่องมือ | 725-125Q40-21H | เส้นผ่านศูนย์กลาง 125 มม. |
| เม็ดมีด | 745R-2109E-M30 4230 | |
| zn | 14 | 7 |
| n, รอบ/นาที | 560 | 680 |
| vc, ม./นาที (ฟุต/นาที) | 220 (722) | 267 (876) |
| vf, มม./นาที (นิ้ว/นาที) | 6666 (262.4) | 3237 (127.4) |
| fz มม./ฟันตัด (นิ้ว/ฟันตัด) | 0.85 (0.033) | 0.68 (0.027) |
| fn, มม./รอบ (นิ้ว/รอบ) | 11.9 (0.469) | 4.76 (0.187) |
| ap มม. (นิ้ว) | 1.5 (0.059) | 1.5 (0.059) |
| ระยะเวลาการผลิตต่อชิ้นงาน (นาที) | 27 | 45 |
| จำนวนชิ้นต่อชุด | >2 | 2.43 |
| ผิวสำเร็จ | เครื่องมือของคู่แข่งจำเป็นต้องทำขั้นตอนการเก็บผิวละเอียดเพิ่มเติม ในขณะที่ CoroMill® 745 สามารถทำงานทั้งหมดได้ในขั้นตอนเดียว โดยไม่จำเป็นต้องทำการเก็บผิวงานละเอียด |
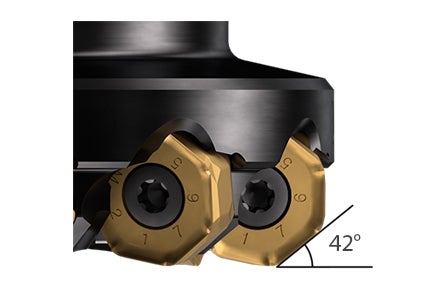
CoroMill® 745 ชนิดมุมเข้างาน 42°
คุณภาพผิวงานเหนือกว่า ด้วยหน้าลาย E-M31
| ชิ้นงาน: | ส่วนรองรับด้านหน้า |
| วัสดุ: | เหล็กหล่อแกรไฟต์กลม, GJS500, CMC 09.2 |
| การทำงาน: | การกัดหยาบและการเก็บผิวละเอียด |
| เครื่องจักร: | Mazak FH 880, ISO 50 |
ประหยัดเวลาได้
21%
| CoroMill® 745 ชิ้นดูมุมเข้างาน 42° | แบรนด์อื่น | |
| เครื่องมือ | 745-125Q40-21H | เสนผานศนยกลาง 125 มม. |
| เม็ดมีด | 745R2109E-M31 | 14 คมตัด |
| เกรด | K20D | |
| ค่าการตัด | การกัดหยาบจนถึงการเก็บผิวละเอียด | การกัดหยาบจนถึงการเก็บผิวละเอียด |
| zn | 14 | 12 |
| vc, ม./นาที (ฟุต/นาที) | 259 (850) | 259 (850) |
| vf, มม./นาที (นิ้ว/นาที) | 2306–1384 (90.8–54.5) | 1898–1186 (74.7–46.7) |
| fz มม./ฟันตัด (นิ้ว/ฟันตัด) | 0.25–0.15 (0.010–0.006) | 0.24–0.15 (0.009–0.006) |
| ap, มม. (นิ้ว) | 4.5–2.5 (0.177–0.098) | 4.5–2.5 (0.177–0.098) |
| ระยะเวลาการผลิตต่อชิ้นงาน (นาที) | 3 นาที 5 วินาที | 3 นาที 50 วินาที |
| ผลลัพธ์: | หลังจากการตัดเฉือนเป็นเวลา 100 นาที หน้าลาย M31-K20D ยังคงให้ผิวงานที่มีคุณภาพดีมาก ซึ่งเหนือกว่าเครื่องมือของคู่แข่งอย่างเห็นได้ชัด ลูกค้ายังพอใจกับเสียงการทำงานและลักษณะการตัดออกด้วย |
กัดหยาบหนักปาดหน้าเพื่อผลิตก้านเพลาได้อย่างเชื่อถือได้และสม่ำเสมอ
CoroMill 745 ให้ประสิทธิภาพที่เชื่อถือได้และสม่ำเสมอ ลูกค้าพึงพอใจกับการตัดเฉือนมุมบวกที่ให้เสียงในการทำงานที่นุ่มนวลและสามารถคายเศษได้ดีมาก ระบบกดยึดเม็ดมีดมีความมั่นคงสูงเนื่องจากใช้สกรูขนาดใหญ่
+220%
เครื่องมือมีอายุการใช้งานยาวนานขึ้น
| ชิ้นงาน | ก้านเพลารถแทรกเตอร์ | |
| การทำงาน | การกดหยาบหนักปาดหนาที่ผิวชิ้นงานหล่อโดยมีระยะกันลึกไม่คงที่ | |
| วัสดุชิ้นงาน | เหล็ก SG CMC 9.1 | |
| เครื่องมือ | 745-080Q27-21H | |
| เม็ดมีด | 745R-2109E-M30 K20D | |
| CoroMill® 745 ชนิดมุมเข้างาน 42° | เครื่องมือของแบรนด์อื่น | |
| เส้นผ่านศูนย์กลาง | 80 | 80 |
| zn | 9 | 7 |
| n รอบต่อนาที (รอบ/นาที) | 764 | 954 |
| vc ม./นาที (ฟุต/นาที) | 240 (787) | 240 (787) |
| vf มม./นาที (นิ้ว/นาที) | 1513 (60) | 1404 (55) |
| fz มม./ฟันตัด (นิ้ว/ฟันตัด) | 0.22 (0.009) | 0.21 (0.008) |
| ap มม. (นิ้ว) | 4.5 (0.177) | 2.5 (0.1) |
| ผลลัพธ์ | ||
| อายุการใช้งาน | 80 ชิ้น/คมตัด (80 นาที) | 25 ชิ้น/คมตัด (25 นาที) |

การกัดหยาบหนักปาดหน้าเสื้อเกียร์
CoroMill 745 ให้ประสิทธิภาพโดยรวมดีเยี่ยม เสียงรบกวนในการทำงานและการสั่นสะเทือนลดลงอย่างมาก และยังสามารถคายเศษได้ดีมากด้วย นอกจากนี้ เครื่องมือยังมีอายุการใช้งานนานขึ้น 60%
+60%
เครื่องมือมีอายุการใช้งานยาวนานขึ้น
| ชิ้นงาน | ตัวเรือนชุดเกียร์ของรถแทรกเตอร์ | |
| การทำงาน | การกัดปาดหนาแบบหยาบที่หนักและมีระยะกันลึกไม่คงที่บนพื้นผิวชิ้นงานหล่อ | |
| วัสดุชิ้นงาน | GCI (GG30) CMC 8.2 | |
| เครื่องมือ | 745-125Q40-21H | |
| เม็ดมีด | 745R-2109E-M30 K20D | |
| CoroMill® 745 ชนิดมุมเข้างาน 42 องศา | เครื่องมือของคู่แข่ง | |
| zn | 14 | 12 |
| n, รอบ/นาที | 637 | 637 |
| vc, ม./นาที (ฟุต/นาที) | 250 (820) | 250 (820) |
| vf, มม./นาที (นิ้ว/นาที) | 2289 (90) | 2289 (90) |
| fz, มม./ฟันตัด (นิ้ว/ฟันตัด) | 0.26 (0.010) | 0.26 (0.010) |
| ap, มม. (นิ้ว) | 3 (0.118) | 3 (0.118) |
| รอบระยะเวลาการผลิต (นาที/ชิ้นงาน) | 8 นาที, 21 วินาที | 8 นาที, 21 วินาที |
| ผลลัพธ์ | ||
| อายุการใช้งาน | 8 ชิ้น/คมตัด (64 นาที) | 5 ชิ้น/คมตัด (45 นาที) |
ลงทะเบียน ติดตามข่าวสาร
สมัครรับจดหมายข่าวของเราวันนี้

Sandvik Thailand Limited
+66 2 016 2120At 51, Major Tower Rama 9-Ramkumhang,19th Floor, Room No. 1904-6, Rama 9 Road, Kwaeng Huamark, Khet Bangkapi, Bangkok 10240