
CoroMill 390
หัวกัดบ่าฉากอเนกประสงค์ที่สามารถกัดไล่ระดับได้ชันสำหรับการผลิตแบบผสม
Instructions
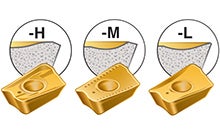
Select the right insert geometry
Light (-L)
- Extra positive
- For light machining
- Low cutting forces
- Low feed rates
Medium (-M)
- First choice geometry
- Medium feed rates
- Medium operations to light roughing
Heavy (-H)
- Reinforced cutting edge
- Heavy machining
- Highest edge security
- High feed rates

Select the right tool holding
Tool mounting has the greatest influence on the milling result. The larger the cutting depth, the more important the size and stability of the coupling become since the radial forces are considerable when using shoulder face mills, particularly long edge milling cutters. Use Coromant Capto® couplings that provide optimum stability and the smallest deflection for all types of cutters – particularly important with long or extended tooling.

Insert screw
In small indexable cutters, the screw is the most sensitive and critical part for a secure and productive process. Always ensure correct mounting of the insert screw.
Eliminate vibration with Silent Tools™
CoroMill® 390 is now available with Silent Tools vibration damping technology for insert sizes 07 and 11. Download handling instructions here.
Application tips
Recommendations
Helical interpoliation
| Cutter dia. | iC 07 | iC 11 | iC 17 | iC 18 (MR geometry only) | ||||||||||||
| Ramping angle (α°) | b | 2.5 | Ramping angle (α°) | b | 5.5 | Ramping angle (α°) | b | 8.5 | Ramping angle (α°) | b | 5.0 | |||||
| max ap | * | max ap | * | max ap | * | max ap | * | |||||||||
| max Dm | flat Dm | min Dm | max Dm | flat Dm | min Dm | max Dm | flat Dm | min Dm | max Dm | flat Dm | min Dm | |||||
| 9.7 | 7.4 | 18.6 | 17.2 | 13.4 | ||||||||||||
| 10 | 7.0 | 19.2 | 17.8 | 14 | ||||||||||||
| 11.7 | 5.0 | 22.6 | 21.2 | 17.4 | ||||||||||||
| 12 | 5.0 | 23.2 | 21.8 | 18 | 6.0 | 22 | 20 | 14 | ||||||||
| 13.7 | 3.9 | 26.6 | 25.2 | 21.4 | ||||||||||||
| 14 | 3.8 | 27.2 | 25.8 | 22 | ||||||||||||
| 15.7 | 3.1 | 30.6 | 29.2 | 25.4 | ||||||||||||
| 16 | 3.0 | 31.2 | 29.8 | 26 | 10.5 | 30 | 28 | 21 | ||||||||
| 18 | 2.5 | 35.2 | 33.8 | 30 | 7.5 | 34 | 32 | 25 | ||||||||
| 20 | 2.1 | 39.2 | 37.8 | 34 | 5.5 | 38 | 36 | 29 | ||||||||
| 22 | 5.0 | 42 | 40 | 33 | ||||||||||||
| 25 | 1.5 | 49.2 | 47.8 | 44 | 5.0 | 48 | 46 | 39 | 15.5 | 48 | 45.4 | 33 | ||||
| 28 | 4.0 | 54 | 52 | 45 | ||||||||||||
| 30 | 3.8 | 58 | 56 | 49 | ||||||||||||
| 32 | 1.0 | 63.2 | 61.8 | 58 | 3.6 | 62 | 60 | 53 | 6.7 | 62 | 59.4 | 47 | ||||
| 36 | 5.0 | 68 | 65.4 | 53 | ||||||||||||
| 40 | 2.0 | 78 | 76 | 69 | 3.9 | 78 | 75.4 | 63 | ||||||||
| 44 | ||||||||||||||||
| 50 | 1.5 | 2.8 | 5.5 | 97.5 | 97 | 80 | ||||||||||
| 54 | 5.0 | 105.5 | 105 | 88 | ||||||||||||
| 63 | 1.2 | 2.1 | 4.0 | 123.5 | 123 | 106 | ||||||||||
| 66 | 3.7 | 129.5 | 129 | 112 | ||||||||||||
| 80 | 0.9 | 1.6 | 3.1 | 157.5 | 157 | 140 | ||||||||||
| 84 | 2.8 | 165.5 | 165 | 148 | ||||||||||||
| 100 | 1.2 | 2.4 | 197.5 | 197 | 160 | |||||||||||
| 125 | 1.0 | 1.9 | ||||||||||||||
| * | Max ap | Recommended Max ap for the insert size OR the max. α ---- Which one is smaller | ||||||||||||||
First choice geometry and grade
-
M-PM, M-KM, M-MM
-
First choice for most applications
-
E-MM
-
Optimized geometry for ISO M
-
E-PL, E-KL, E-ML, E-NL
-
Sharp and positive geometries used as problem solvers for applications which are sensitive in terms of cutting force or vibration, or when there is a need for high surface quality or high cutter accuracy
| P | -PM | GC1130 |
| M | -MM | GC1040 |
| K | -KM | GC1020 |
| N | -NL | H13A |
| S | -PM | S30T |
| H | -PM | GC1010 |
Cutters for dedicated applications
-
Oversized cutters enhance the accessibility and provide natural clearance to tight fixtures
-
Cutters with integrated Coromant Capto® coupling and adaptors provide the optimal rigidity for use on extended tool assemblies
-
Silent Tools™ vibration damping for increased metal removal and improved surface finish, when using slender tools
-
Turn milling, roughing and finishing, using one or more dedicated wiper inserts available in size 11 and 18 and radius 0.8 mm and 1.6 mm
-
Cutters with size 07 inserts in dimensions specifically designed for key slots with a tool diameter 0.3 mm (0.012 inch) smaller than the slot width
ลงทะเบียน ติดตามข่าวสาร
สมัครรับจดหมายข่าวของเราวันนี้

Sandvik Thailand Limited
+66 2 016 2120At 51, Major Tower Rama 9-Ramkumhang,19th Floor, Room No. 1904-6, Rama 9 Road, Kwaeng Huamark, Khet Bangkapi, Bangkok 10240