
CoroBore® BR30
หัวคว้านหยาบสามคมตัดเพื่อประสิทธิภาพการผลิตสูงสุด
คำแนะนำ

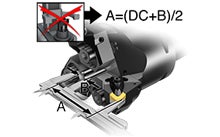
การปรับเส้นผ่านศูนย์กลาง
ในกรณีที่ไม่มีสเกลตั้งระยะ ให้ปรับเส้นผ่านศูนย์กลางโดยการวัดระยะห่างจากสลักถึงเม็ดมัด แล้วลบออกด้วยครึ่งหนึ่งของเส้นผ่านศูนย์กลางสลัก จากนั้นนำไปคูณสองเพื่อให้ได้ค่าเส้นผ่านศูนย์กลางการคว้านประสิทธิผล

แรงบิด
ใช้ไขควงวัดแรงขันทุกครั้ง และขันสกรูสำหรับเม็ดมัดและชุดเครื่องมือประกอบให้ได้ค่าแรงขันตามที่แนะนำทุกครั้ง

สเกลพิมพ์ด้วยเลเซอร์
สเกลบนตัวต่อพิมพ์ด้วยเลเซอร์ช่วยให้ปรับตั้งเส้นผ่านศูนย์กลางได้อย่างสะดวก




คำแนะนำการใช้งาน

รูตัน
สำหรบการควานรตน สงสำคญคอจะตองตรวจสอบวา มการคายเศษอยางมประสทธภาพ
คาการตดทถกตองเปนสงจำเปนเพอใหเศษมรปรางเหมาะสม
ตรวจสอบใหแนใจวา เศษไมตดขดหรอทำใหเมดมดสกหรอ
แรงดนและปรมาณของนำหลอเยนจะตองเพยงพอสำหรบการคายเศษ
เครองจกรแนวตงจะมความยงยากมากกวาในการแกปญหาประสทธภาพการคายเศษเมอเทยบกบเครองจกรแนวนอน
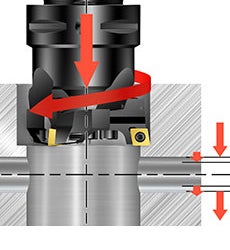
การคว้านกระแทก
การควานกระแทก เชน การควานรตดขวาง จะเปนตองใชเมดมดทมประสทธภาพการตดสงกวาปกต
เลอกเกรดทมความเหนยว
สำหรบสภาพการทำงานทมนคง ใหเลอกเมดมดมมลบทรงสเหลยมทมความแขงแรง เพอใหกระบวนการตดมความเชอถอไดมากขน
ลดคาการตดลงในกรณทเปนการควานกระแทกรนแรง

ชิ้นงานที่มีทรายตกค้าง
ทรายทตกคางอยในชนงานหลอจะทำใหเมดมดสกหรอเรวขน
คำแนะนำ:
• เลอกเกรดทมความเหนยว
• ลดคาการตด
• เลอกเมดมดมมลบทรงสเหลยมทมความแขงแรง เพอใหกระบวนการตดมความเชอถอไดมากขน รวมทงลดการสกหรอของเมดมด
คำแนะนำ
ค่าการตัด
คำแนะนำทั่วไปสำหรับการคว้านหยาบ:
- ค่าเริ่มต้น: vc 200 ม./นาที (ใช้เมื่อ vc ที่ช่องเม็ดมีดมากกว่า vc 200 ม./นาที) ที่ระยะยื่นสั้น ตรวจเช็คช่องเม็ดมีดเพื่อดูคำแนะนำเกี่ยวกับระยะกินลึกและอัตราป้อน
- vc = 50% ของค่าที่แนะนำบนฉลาก หากมีการสั่นสะท้านเกิดขึ้น ให้ลดความเร็วและเพิ่มอัตราป้อน อย่าใช้อัตราป้อนและ ap สูงสุดที่แนะนำในเวลาเดียวกัน
ข้อจำกัดของเครื่องจักร:
ตรวจสอบให้แน่ใจทุกครั้งว่า เครื่องจักรมีแรงบิดและกำลังเพียงพอสำหรับงานคว้านที่ต้องการทำ
ค่าการตัด: CoroBore® 111
| รหัสสั่งซื้อ | เกรด | ช่วงอัตราป้อน (fn) | ระยะกินลึก (ap) | ความเร็วตัด (vc) | ||||||
| ต่ำสุด | สูงสุด | ค่าที่แนะนำ | ต่ำสุด | สูงสุด | ค่าที่แนะนำ | ต่ำสุด | สูงสุด | ค่าที่แนะนำ | ||
| SPMT0606-BR | 4325 | 0.10 | 0.25 | 0.20 | 0.6 | 4.5 | 2.0 | 365 | 460 | 395 |
| SPMT0606-BM | 2025 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 260 | 265 | 265 |
| SPMT0606-BR | 3210 | 0.15 | 0.30 | 0.25 | 0.6 | 4.5 | 2.0 | 285 | 330 | 300 |
| SPMT0606-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 15 | 20 | 20 |
| SPMT0808-BR | 4325 | 0.15 | 0.35 | 0.20 | 0.8 | 6.5 | 2.5 | 325 | 425 | 395 |
| SPMT0808-BM | 2025 | 0.10 | 0.25 | 0.20 | 0.8 | 6.5 | 2.2 | 225 | 265 | 240 |
| SPMT0808-BR | 3210 | 0.20 | 0.50 | 0.30 | 0.8 | 6.5 | 2.5 | 235 | 315 | 285 |
| SPMT0808-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.8 | 6.5 | 2.2 | 15 | 20 | 20 |
| SPMT1212-BR | 4325 | 0.15 | 0.40 | 0.25 | 1.2 | 9.0 | 3.0 | 305 | 425 | 365 |
| SPMT1210-BM | 2025 | 0.10 | 0.30 | 0.20 | 1.0 | 9.0 | 2.5 | 205 | 265 | 240 |
| SPMT1212-BR | 3210 | 0.20 | 0.50 | 0.30 | 1.2 | 9.0 | 3.0 | 235 | 315 | 285 |
| SPMT1210-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 9.0 | 2.5 | 10 | 20 | 15 |
| SPMT1812-BR | 4325 | 0.20 | 0.40 | 0.30 | 1.2 | 1.0 | 3.8 | 305 | 395 | 345 |
| SPMT1810-BM | 2025 | 0.20 | 0.30 | 0.25 | 1.0 | 12.0 | 3.0 | 205 | 240 | 225 |
| SPMT1812-BR | 3210 | 0.25 | 0.50 | 0.30 | 1.2 | 12.0 | 3.8 | 235 | 300 | 285 |
| SPMT1810-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 12.0 | 3.0 | 10 | 20 | 15 |
ค่าแรงขัน
สกรูยึดเม็ดมีด
| ISO | ANSI | ไม่ใช่ ISO | รหัส | ขนาด | Torx Plus | นิวตัน-เมตร | ฟุต-ปอนด์ |
| CC06 | CC2(1.5) | 5513 020-03 | M2.5 | 7IP | 0.9 | 0.7 | |
| CC09 | CC09 | 5513 020-09 | M3.5 | 15IP | 3.0 | 2.2 | |
| CC12 | CC43 | 5513 020-17 | M4x0.5 | 15IP | 3.0 | 2.2 | |
| SP06 | 5513 020-33 | M2.2 | 7IP | 0.8 | 0.59 | ||
| SP08 | 5513 020-57 | M3 | 9IP | 1.7 | 1.25 | ||
| SP12 | 416.1-833 | M3.5 | 10IP | 2 | 1.48 | ||
| SP18 | 5513 020-25 | M4 | 15IP | 3 | 2.2 | ||
| SN15 | SN54 | 5512 086-03 | M6 | 20IP | 6.4 | 4.7 | |
CoroBore® BR30
| | เม็ดมีด 90° | เม็ดมีด 84° | |||||||||||
| ขนาด | DCN (มม.) | DCX (มม.) | ISO | ANSI | นิวตัน-เมตร | ฟุต-ปอนด์ | ขนาดสกรู | ISO | ANSI | ไม่ใช่ ISO | นิวตัน-เมตร | ฟุต-ปอนด์ | ขนาดสกรู |
| A | 35 | 40.5 | CC06 | CC2(1.5) | 4.8 | 3.5 | M 4 | SP06 | 4.8 | 3.5 | M 4 | ||
| 39.5 | 45 | CC06 | CC2(1.5) | 4.8 | 3.5 | M 4 | SP06 | 4.8 | 3.5 | M 4 | |||
| B | 44 | 50.5 | CC06 | CC2(1.5) | 9 | 6.6 | M 4 | SP06 | 9 | 6.6 | M 4 | ||
| 49.5 | 56 | CC06; CC09 | CC2(1.5); CC3(2.5) | 9 | 6.6 | M 5 | SP08 | 9 | 6.6 | M 5 | |||
| C | 55 | 63 | CC09 | CC3(2.5) | 16 | 11.8 | M 6 | SP08 | 16 | 11.8 | M 6 | ||
| 62 | 70 | CC09; CC12 | CC3(2.5); CC43 | 16 | 11.8 | M 6 | SP12 | 16 | 11.8 | M 6 | |||
| D | 69 | 78.5 | CC12 | CC43 | 16 | 11.8 | M 6 | SP12 | 16 | 11.8 | M 6 | ||
| 77.5 | 87 | CC12 | CC43 | 16 | 11.8 | M 6 | SP12 | 16 | 11.8 | M 6 | |||
| E | 86 | 97 | CC12 | CC43 | 38 | 28 | M 8 | SP12 | 38 | 28 | M 8 | ||
| 96 | 107 | CC12 | CC43 | 38 | 28 | M 8 | SP12 | 38 | 28 | M 8 | |||
| F | 106 | 122 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN12 | SN43 | SP13 | 75 | 55.3 | M 10 |
| 121 | 137 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN13 | SN44 | SP14 | 75 | 55.3 | M 10 | |
| G | 136 | 152 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN14 | SN45 | SP15 | 75 | 55.3 | M 10 |
| 151 | 167 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN15 | SN46 | SP16 | 75 | 55.3 | M 10 | |
| H | 167 | 191 | CC12; CN16 | CC43; CN54 | 75.0; 120.0 | 55.3; 88.5 | M 10; M 12 | SN15 | SN54 | SP17 | 75.0; 120.0 | 55.3; 88.5 | M 10; M 12 |
| 189 | 214 | CC12; CN16 | CC43; CN54 | 75.0; 120.0 | 55.3; 88.5 | M 10; M 12 | SN16 | SN55 | SP18 | 75.0; 120.0 | 55.3; 88.5 | M 10; M 12 | |
การจับยึดเครื่องมือ
ความต้านทานการโก่งตัวและการส่งต่อแรงบิดถือเป็นปัจจัยที่สำคัญที่สุดในการเลือกด้ามมีดสำหรับงานคว้าน ตัวเลือกแรกควรเป็นเครื่องมือที่มีระบบจับยึด Coromant Capto ซึ่งให้ความสามารถในการทำงานซ้ำที่ดีเยี่ยมและยังให้ความมั่นคงสูงสุดเมื่อเทียบกับเครื่องมืออื่นๆ ในตลาด
ลงทะเบียน ติดตามข่าวสาร
สมัครรับจดหมายข่าวของเราวันนี้

Sandvik Thailand Limited
+66 2 016 2120At 51, Major Tower Rama 9-Ramkumhang,19th Floor, Room No. 1904-6, Rama 9 Road, Kwaeng Huamark, Khet Bangkapi, Bangkok 10240