
ระบบเครื่องมือเพื่อความประหยัดและคุณภาพสำหรับการตัดเฉือนร่องแหวนซีล API ในอุตสาหกรรมน้ำมันและก๊าซ

รองแหวนซีลเป็นส่วนสำคัญของอุปกรณ์หลายอย่างในอุตสาหกรรมน้ำมันและก๊าซ และเป็นส่วนที่จำเป็นต้องมีพิกัดความเผื่อต่ำ พร้อมทั้งคุณภาพผิวสำเร็จระดับสูง มูลค่าสูงและรูปทรงที่ซับซ้อนทำให้กระบวนการผลิตชิ้นงานดังกล่าวจำเป็นต้องมีความเชื่อถือได้สูงสุด นอกจากนี้ ความท้าทายอีกประการหนึ่งยังมาจากการที่ชิ้นงานมักจะผลิตจาก Inconel 718 และ Inconel 625 ประกบชิ้น ซึ่งเป็นวัสดุที่ตัดเฉือนได้ยาก
ระบบเครื่องมือสำหรับการตัดเฉือนรองแหวนซีล API ในอุตสาหกรรมน้ำมันและก๊าซ
ความท้าทายของการตัดเฉือน
วิธีการทั่วไปส่วนใหญ่ที่ใช้ในการตัดเฉือนร่องแหวนซีลมักจะมีความเชื่อถือได้ต่ำและใช้เวลานาน การกลึงหยาบและการเก็บผิวละเอียดด้วยเครื่องมือกลึงแทงและเครื่องมือกลึงแนวรัศมีทั่วไปในปัจจุบันจำเป็นต้องใช้การตัดเฉือนหลายรอบ นอกจากนี้ ยังเกิดแรงตัดสูงที่ทำให้เครื่องมือมีอายุการใช้งานจำกัด ถึงแม้ว่าการทำงานจะมีความมั่นคงก็ตาม แต่กระบวนการตัดเฉือนเองนั้นยังคงช้าและมีต้นทุนสูง รวมทั้งยังไม่มีความยืดหยุ่นเพียงพอสำหรับใช้กับการตัดเฉือนร่องที่มีขนาดเส้นผ่านศูนย์กลางหลายขนาด
SpiroGrooving™
SpiroGrooving เป็นนวัตกรรมใหม่ครั้งสำคัญของวงการ เป็นกระบวนการทำงานที่ไม่ซับซ้อนแต่มีประสิทธิภาพสำหรับการกลึงร่องแหวนซีล วิธีการนี้เป็นการตัดเฉือนโดยใช้เครื่องมือ CoroBore® XL รวมกับทางเดินเครื่องมือแบบสไปโรกราฟ (Spirograph) ทำให้สามารถผลิตร่องแหวนซีลที่มีพิกัดความเผื่อต่ำ รวมทั้งยังเป็นวิธีที่เชื่อถือได้และให้ประสิทธิภาพการผลิตสูง
ทางเดินเครื่องมือจะประกอบด้วยการเดินเครื่องมือไล่ระดับเป็นวงกลมแบบเทเปอร์ โดยเครื่องมือจะมีการตัดเข้าชิ้นงานตามความลึกของการไล่ระดับที่กำหนดไว้ในแต่ละรอบการหมุน ซอฟต์แวร์สร้างโค้ด NC จะคำนวณทางเดินเครื่องมือแบบ SpiroGrooving โดยใช้ค่าอินพุตเพียงไม่กี่ค่า เช่น เส้นผ่านศูนย์กลางร่อง ระยะพิทช์ของการทำงาน และความหนาสูงสุดของเศษ นอกจากนี้ การปรับตั้งเครื่องมือยังสามารถทำได้อย่างสะดวกเพียงไม่กี่ขั้นตอน
วิธีการนี้เหมาะเป็นพิเศษสำหรับการตัดเฉือนร่องแหวนซีลในเหล็กกล้าและเหล็กสเตนเลสที่ยังไม่ผ่านการประกบชิ้น ระบบจ่ายน้ำหล่อเย็นภายในแบบพิเศษของเครื่องมือ CoroBore XL ช่วยให้สามารถตัดเฉือนวัสดุข้นสูงเหล่านี้ได้อย่างมีประสิทธิภาพ นอกจากนี้ ยังสามารถทำการตัดเฉือนหยาบและเก็บผิวละเอียดได้ในขั้นตอนเดียว ซึ่งช่วยลดระยะเวลาที่ใช้ในการตัดเฉือนและเพิ่มประสิทธิภาพการผลิตได้อย่างมาก
จุดเด่นหลัก
SpiroGrooving™ ตอบโจทย์ความต้องการหลักทั้งหมดของการตัดเฉือนร่องแหวนซีลได้อย่างมีประสิทธิภาพและเชื่อถือได้:
- ลดระยะเวลาการตัดเฉือนลงได้อย่างมากเนื่องจากใช้ค่าการตัดได้สูงขึ้น
- ช่วยให้กระบวนการผลิตมีความเชื่อถือได้สูง
- ใช้ได้กับงานหลากหลายรูปแบบ ลดปริมาณเครื่องมือที่ต้องจัดเตรียมให้เหลือน้อยที่สุด
- เขียนโปรแกรมได้ง่ายและรวดเร็วด้วยซอฟต์แวร์สร้างโค้ด NC แบบพิเศษสำหรับเครื่องมือและสปินเดล
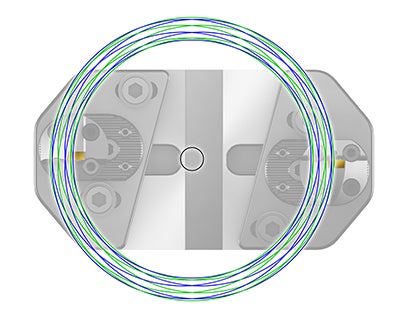
ทางเดินเครื่องมือแบบสไปโรกราฟ
SpiroGrooving ใช้การเคลื่อนที่ของเครื่องมือเป็นวงกลมสไปโรกราฟในแบบเทเปอร์ ซึ่งจะช่วยลดความหนาของเศษ ลดแรงตัด และใช้อัตราป้อนได้สูงขึ้น คมตัดบางส่วนของเม็ดมีดจะมีลักษณะการทำงานเป็นการตัดกระแทก ซึ่งช่วยป้องกันปัญหาเศษยาวพันกับเครื่องมือและสปินเดล
สวนประกอบของระบบเครื่องมือ
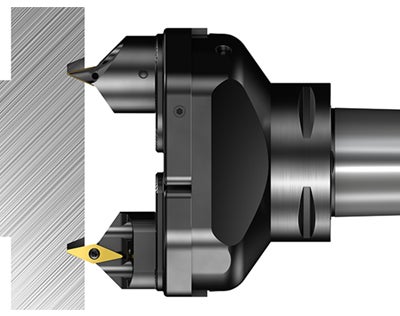
ระบบเครื่องมือที่ใช้มีพื้นฐานมาจากเครื่องมือมาตรฐานที่ทันสมัยและผ่านการพิสูจน์มาแล้ว โดยมีระบบเครื่องมือแบบถอดแยกชิ้นส่วนได้ที่ช่วยให้สามารถใช้ได้กับงานกลึงร่องหลากหลายรูปแบบ วิธีการทำงานแบบเดิมนั้นจำเป็นต้องเปลี่ยนเครื่องมือชุดใหม่ทุกครั้งที่ต้องการตัดเฉือนร่องที่มีรูปแบบหรือขนาดแตกต่างกัน แต่เครื่องมือ SpiroGrooving เพียงชุดเดียวสามารถทำงานกลึงร่องที่มีขนาดเส้นผ่านศูนย์กลางได้หลากหลาย ซึ่งช่วยเพิ่มความยืดหยุ่นให้กับกระบวนการผลิต รวมทั้งลดจำนวนปริมาณเครื่องมือที่ต้องจัดเตรียม
เครื่องมือสำหรับการกลึงแบบ SpiroGrooving ใช้เครื่องมือแบบคมตัดที่ออกแบบมาอย่างชาญฉลาดเพื่อลดความยุ่งยาก โดยมีเม็ดมีดรูปตัว V สองเม็ดที่ใช้พื้นฐานเดียวกันกับเครื่องมือคว้าน CoroBore® XL และวิธีการนี้ยังถือเป็นคำตอบเฉพาะทางสำหรับการตัดเฉือนร่องแหวนซีลโดยเฉพาะ เมื่อใช้รวมกับระบบเครื่องมือแบบถอดเปลี่ยนชิ้นส่วนได้ Coromant Capto®


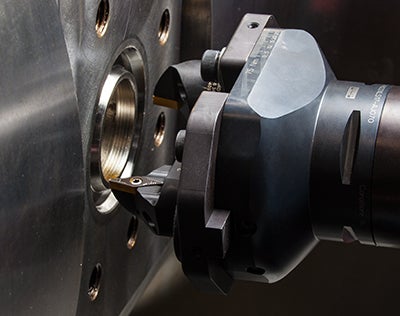
การตัดเฉือนแบบ SpiroGrooving ด้วย CoroBore™ XL
| รูปทรงของชิ้นงาน | รอง BX-154 ท่อตัววาล์วเหล็กกล้า เส้นผ่านศูนย์กลาง: 101 มม. (3.99 นิ้ว) ความกว้างของรอง: 15.4 มม. (0.606 นิ้ว) ความลึก: 7.5 มม. (0.297 นิ้ว) | |||||
| vc | n | การกลึงหยาบ vf | การเก็บผิวละเอียด vf | ap | ระยะเวลารวม | |
| เครื่องมือตัดเฉือนร่องแหวนซีลของแบรนดอน | 187 ม./นาที (614 ฟุต/นาที) | 500 รอบ/นาที | 100 มม./นาที (4 นิ้ว/นาที) | 50 มม./นาที (2 นิ้ว/นาที) | 1 มม./รอบการทำงาน (0.04 นิ้ว) | 2 นาที |
| vc | n | การกลึงหยาบ vf | การเก็บผิวละเอียด vf | ระยะพิทช์ | ระยะเวลารวม | |
| การตัดเฉือนแบบ SpiroGrooving™ ด้วย CoroBore XL | 300 ม./นาที (984 ฟุต/นาที) | 922 รอบ/นาที | 392 มม./นาที (15 นิ้ว/นาที) | 50 มม./นาที (2 นิ้ว/นาที) | 2 มม./รอบ | 50 วินาที |
การใช้เครื่องมือกลึงแนวรัศมีแบบหลายคมตัดทั่วไปสำหรับการกลึงหยาบและการเก็บผิวละเอียด ใช้ระยะเวลาตัดเฉือนรวมทั้งหมด 2 นาที โดยที่ไม่สามารถปรับเปลี่ยนเครื่องมือเพื่อใช้กับขนาดเส้นผ่านศูนย์กลางอื่นๆ ได้ รวมทั้ง การปรับตั้งยังใช้เวลาค่อนข้างนานอีกด้วย
หลังจากเปลี่ยนมาใช้การตัดเฉือนแบบ SpiroGrooving™ ระยะเวลาตัดเฉือนนั้นลดลงเหลือเพียง 50 วินาที และยังสามารถนำเครื่องมือมาปรับตั้งและใช้กับงานตัดเฉือนรองรูปแบบอื่นๆ ได้เช่นกัน การตัดเฉือนชิ้นงานด้วยวิธีการใหม่นี้ใช้เวลาน้อยกว่าครึ่งหนึ่งของวิธีการตัดเฉือนแบบเดิม
58%
ระยะเวลา
ตัดเฉือน
เร็วขึ้น
คลิปแนะนำการทำงาน - การตัดเฉือนร่องแหวนซีล API
CoroBore® XL
ระบบ CoroBore XL คอกลมเครองมอควานทมเสนผานศนยกลางขนาดใหญ รปแบบการใชงานครอบคลมการควานหยาบและการควานละเอยด... keyboard_arrow_right
เรื่องราวความสำเร็จ
การทำงาน การกดแบบโทรคอยด วสดชนงาน Inconel 718 (CMC 20.22, MC S2.0.Z.AG) เครองจกร Hermle... keyboard_arrow_right
เรื่องราวความสำเร็จ
ชนงาน: เกทวาลว 4" วสด: Inconel ประกบชนเตม 625 การทำงาน: การควานหยาบ เครองจกร: Doosan... keyboard_arrow_right
CoroBore 820 XL
CoroBore XL เปนระบบเครองมอควานสำหรบการควานทมเสนผานศนยกลางขนาดใหญ โดยบอดและตวจบยดชวยใหการควานหยาบมประสทธภาพการผลตในระดบสง... keyboard_arrow_right

