
CoroTurn® XS
Invändig bearbetning av små detaljer med hög kvalitet

Adapter med hylsfastspänning
Använd adapter med hylsfastspänning för stabil fixering och bästa prestanda. Med ökad stabilitet går det att minimera mikrovibrationerna och uppnå längre verktygslivslängd.

Adaptrar för utvändiga verktygshållare
Om de cylindriska verktygspositionerna är begränsade eller saknas, kan du använda adaptrar med fyrkantsskaft till de utvändiga verktygshållarna i automatsvarvar. Detta möjliggör mer fritt utrymme och högre produktivitet i maskinen.

Automatsvarvar
Lär dig konfigurera automatsvarvar för att få en konstant och effektiv bearbetningsprocess.
Automatsvarvar
Rekommendationer
Val av verktyg
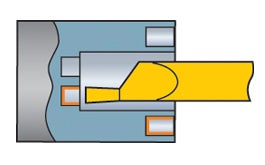
Svarvning (CXS-xxT…)
Svarvning 98º och 90º för hål ner till 0,3 mm (0,012 tum).
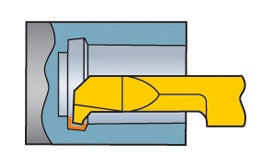
Profilsvarvning (CXS-xxR…)
För hål ner till 4,2 mm (0,165 tum), skärradie 0,5–1 mm (0,02–0,039 tum).
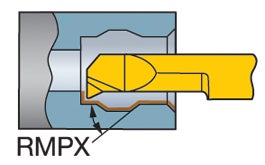
Spårstickning (CXS-xxG…)
Alla spårverktyg ger spår med plan botten och skarpa hörnradier. För hål ner till 2,0 mm (0,079 tum), skärbredder: 0,5–2 mm (0,020–0,079 tum).
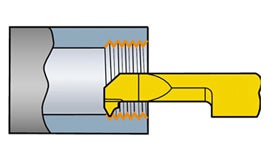
Gängning (CXS-xxTH…)
Fullprofilverktyg för utmärkta gängor i en operation. För hål ner till 4,2 mm (0,165 tum). Gängformer: VP60, M60, UN60, WH55, NPT60, TR30.
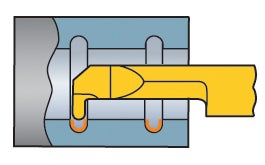
Axiell spårstickning (CXS-xxF…)
För de smalaste spåren i de minsta diametrarna. För diametrar från 0,2 mm (0,008 tum) och spårdjup på upp till 30 mm (1,18 tum).
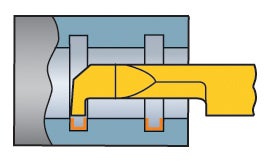
Förberedande avstickning (CXS-xxGX…)
För hål ner till 5,2 mm (0,205 tum).
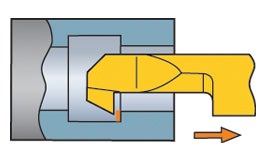
Baksvarvning (CXS-xxB…)
För hål ner till 4,2 mm (0,165 tum).
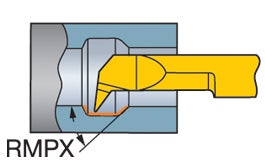
Kopiering (CXS-xxTE…)
Invändig kopiersvarvning för hål ner till 4,2 mm (0,165 tum).
Skärdata
CoroTurn® XS-sortimentet är avsett för låga skärdata med skärdjupet 0,05–0,6 mm (0,002–0,024 tum) och en matning på 0,01–0,05 mm (0,0004–0,0016 tum).
Sorter
- Första val som sort för svarvning är PVD-belagda GC1125, avsedd att ge högre verktygslivslängd i ISO-material av typerna P, M, N och S
- Första val som sort för allmän bearbetning är GC1025 med tunn PVD-beläggning, avsedd för genomsnittlig skärhastighet och med tillförlitlig livslängd i ISO P-, M-, N- och S-material
- Sorten H10F utan beläggning är ett alternativ. Finns för ISO N, icke-järnmetaller eller när en extremt vass egg krävs
- För härdade stål, ISO H, används CBN-sorten CB7014
Geometrier
- Första val: Planslipad geometri med extremt vass egglinje
- För optimering: Använd slipad A-geometri för att få en utmärkt spånkontroll och undvika spånstockning i små hål
Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag

Sandvik Coromant Sweden
+46 8 793 05 70