
CoroTurn® 300
Effektiv svarvning med hög kvalitet
Instruktioner
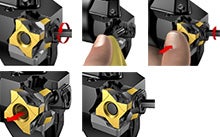
Skärbyte
Skäret byts i fem enkla steg där en fastspänningslösning med hävarm gör skäret självlåsande i skärläget och fasta fixeringspunkter (iLock™) säkerställer stabilitet och exakthet. Använd ett åtdragningsmoment på 4,5 Nm.

Skärvätskeanslutning på QS™-skaft
Det finns fyra sätt att ansluta skärvätskan: med adapter (förstaval), med en bakre slanganslutning, med anslutning framifrån och underifrån, eller med en bakre slanganslutning med QS-stopp

Skärvätskeanslutning
Om du pluggar skärvätskehålen kan du välja mellan att endast använda övre eller undre kylning, eller både och, vilket är standardkonfigurationen.




Applikationstips
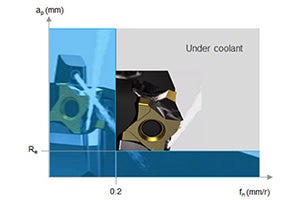
Övre och undre kylning – när ska man använda vilken?
CoroTurn® 300 har övre och undre kylning. Läs mer om hur du använder funktionen på rätt sätt och hur det kan förbättra prestanda och lösa vanliga svarvutmaningar
Rekommendationer
Skärgeometrier och sorter
| Operation | Geometri |
| Finbearbetning | -L4 |
| Medel | -M5 |
| Extra fin yta/hög matning | -M5W |
| Bearbetningsförhållanden | P |
| Goda | GC4415 |
| Medel | GC4425 |
| Svåra | GC4425 |
- -L4, nosradie 04: Överlägsen för ap 0,25–3 mm (0,010–0,118 tum) och fn mellan 0,1–0,3 mm/varv (0,004–0,012 tum/varv)
- -L4, nosradie 08: Överlägsen för ap 0,5–3 mm (0,020–0,118 tum) och fn mellan 0,12–0,32 mm/varv (0,005–0,013 tum/varv)
- -L4, nosradie 12: Överlägsen för ap 0,65–3 mm (0,026-0,118 tum) och fn mellan 0,15–0,35 mm/varv (0,006–0,014 tum/varv)
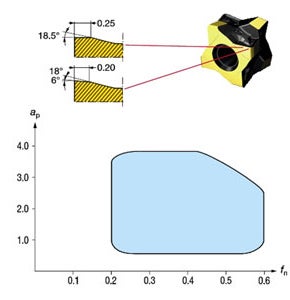
- -M5, nosradie 08: Överlägsen för ap 0,8–3,8 mm (0,031–0,150 tum) och fn mellan 0,2–0,45 mm/varv (0,008–0,018 tum/varv)
- -M5, nosradie 12: Överlägsen för ap 1,2–3,8 mm (0,047–0,150 tum) och fn mellan 0,25–0,55 mm/varv (0,010–0,022 tum/varv)
- -M5W, nosradie 08: Överlägsen för ap 0,5–3,8 mm (0,020–0,150 tum) och fn mellan 0,2–0,6 mm/varv (0,008–0,024 tum/varv)
- -M5W, nosradie 12: Överlägsen för ap 0,8-3,8 mm (0,031–0,150 tum) och fn mellan 0,25-0,7 mm/varv (0,010–0,028 tum/varv)
Positionering -L4, -M5 och -M5W kontra ISO-geometrier
Eggseghet
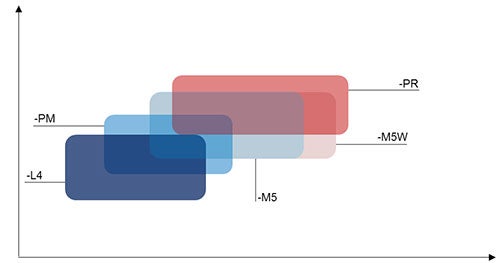
Spånbrytningsområde
OBS!
Högre spånbrytningsområde = högre
ap och
fn
Tvärsektioner och applikationsområde
-L4
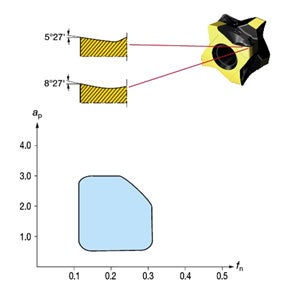
-M5
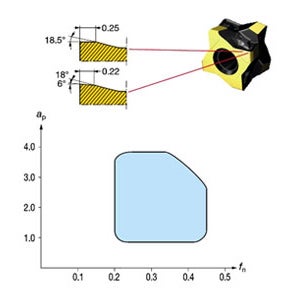
-M5W
Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag

Sandvik Coromant Sweden
+46 8 793 05 70