
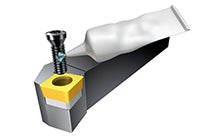
CoroTurn® 107
För invändig och utvändig svarvning av slanka komponenter

Hanteringsanvisning
För rundskär och verktygshållare som har gränssnitt med räls.
Visa och ladda ner här

Skärläge
Rengör skärläget och leta efter skador. Kontrollera även stödet för skäreggen
Underläggsplattor och fästen för underläggsplattor
Kontrollera att underläggsplattornas hörn inte har blivit avslagna under bearbetning eller hantering, och att fästena inte har någon löseggsbildning

Kontaktytor
Kontrollera stöd- och kontaktytorna och se till att de inte är skadade eller smutsiga.



Applikationstips
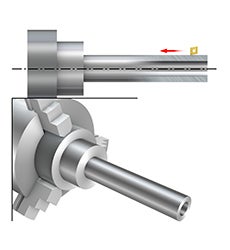
Bearbetning av slanka komponenter
Ingångsvinkel: Sträva efter att använda en vinkel så nära 90/0 grader som möjligt, eftersom även små vinkelförändringar (från 91/-1 till 95/-5 grader) inverkar på skärkrafternas riktning under bearbetningen.
Vibrationskänsliga komponenter
Rekommendationen är att göra hela bearbetningen i en enda passering, och att rikta kraften mot chucken/spindeln. Ställvinkeln kan användas för att rikta skärkrafterna. Större ställvinkel ger skärkrafter mot maskin konfigurationen och orsakar mindre böjmoment på komponenten.
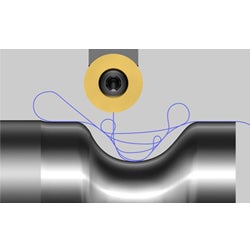
Icke-linjär svarvning
Icke-linjär svarvning är en effektiv strategi för ficksvarning i svårbearbetade material. Förslitningspunkten flyttar sig runt skäreggen och det blir mindre risk för vibrationer vid ingången i arbetsstycket. Använd CoroTurn® 107 med gränssnitt med räls för att optimera dina icke-linjär svarvningsoperation och uppnå ökad bearbetningssäkerhet, produktivitet, verktygslivslängd och spånkontroll och samtidigt minska behovet av verktygslagerhållning.
Rekommendationer
Skär och system
Utvändig längd- och plansvarvning
| Finbearbetning | Medelfin bearbetning | Grovbearbetning | |
| Skärform | C | C | C |
| Skärstorlek | 09 | 09 | 12 |
| Ställvinkel | 95° | 95° | 95° |
| Fastspänning | Skruv | Skruv | Skruv |
Utvändig profilsvarvning
| Finbearbetning | Medelfin bearbetning |
| D | D |
| 11 | 11 |
| 93° | 93° |
| Skruv | Skruv |
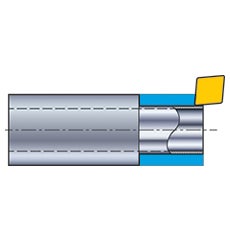
Invändig längd- och plansvarvning
| Finbearbetning | Medelfin bearbetning | |
| Skärform | T | T |
| Skärstorlek | 05 | 09 |
| Ställvinkel | 91° | 91° |
| Fastspänning | Skruv | Skruv |
| Hål-Ø | 6–13 | ≥ 13,5 |
Invändig profilsvarvning
| Finbearbetning | Medelfin bearbetning |
| D | D |
| 07 | 07 |
| 93° | 93° |
| Skruv | Skruv |
| ≥ 13 | ≥ 13 |
Skärsort
| Bearbetningsförhållanden | P | M | K | N | S | H |
| Goda | GC4415 | GC2220 | GC3210 | H10 | GC1105 | CB7115 |
| Medel | GC4425 | GC2025 | GC3210 | H10 | GC1115 | CB7125 |
| Svåra | GC4335 | GC2035 | GC3225 | H10 | GC1125 | CB7135 |
Skärgeometri
| Operation | P | M | K | N | S | H |
| Finbearbetning | -PF | -MF | -KF | -AL | -UM | S01020 |
| Medel | -PM | -MM | -KM | -AL | -MF | S01020 |
| Grovbearbetning | -PR | -MR | -KR | -AL | -MM | S02030 |
Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag

Sandvik Coromant Sweden
+46 8 793 05 70