
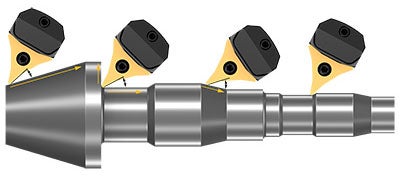
CoroPlex® YT
Svarvning med Y-axeln i alla riktningar
Krav
Maskin
NC-kontroll
CAM-programmering
Applikationstips
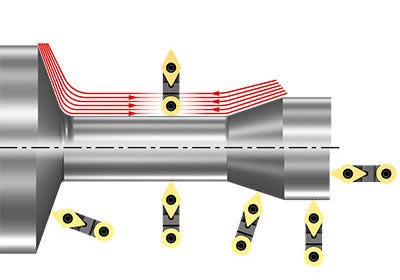
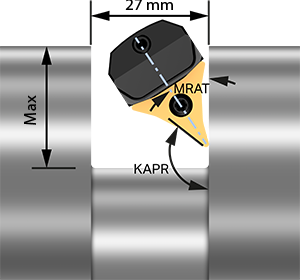
Ingångsvinkel: CoroPlex® YT med CoroTurn® TR
• Komponenter med fickor och hålrum
• Optimal ingångsvinkel: 60–90°
• Om möjligt, håll verktyget vinkelrätt mot matningsriktningen
• Undvik små och stora ingångsvinklar
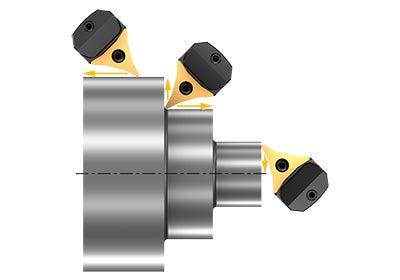
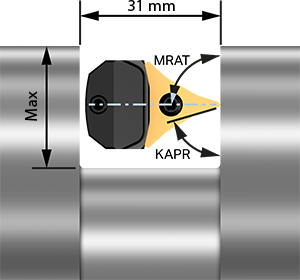
Ingångsvinkel: PrimeTurning™
• Axlar, flänsar och komponenter med hålkäl
• Optimal ingångsvinkel: 25–30°
• Undvik små och stora ingångsvinklar
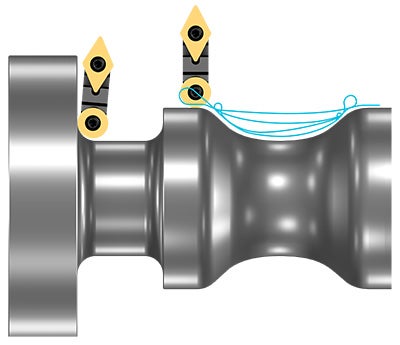
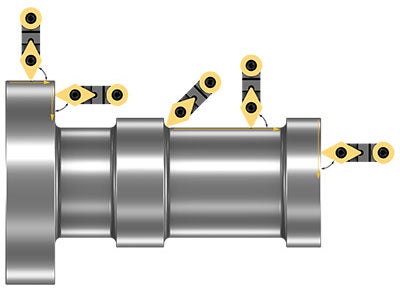
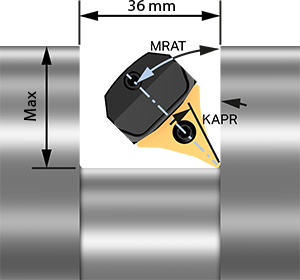
Ingångsvinkel: CoroPlex® YT med CoroTurn® 107
• Komponenter med fickor och hålrum
• Använd litet skärdjup, rekommenderat ap 10–15 % av skärdiametern
• Programmera matningshastigheten baserat på konstant spåntjocklek
• Använd icke-linjära svarvningsmetoder med mjuk ingång och utgång

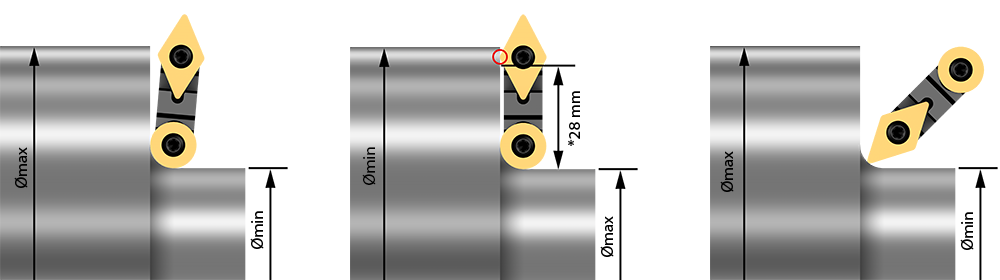
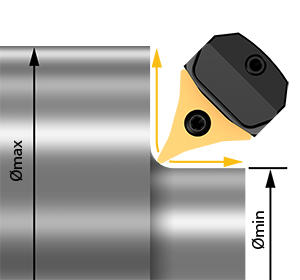
Verktygslängd kontra arbetsstyckesdiameter
Verktygslängden begränsar arbetsstyckesdiametern.
Rekommendationer
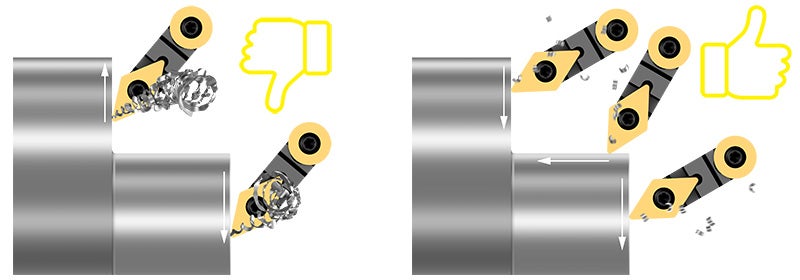
Ingångsvinkel
- Ingångsvinkeln har stor inverkan på spånkontroll och strålförslitning
- Undvik för små och mycket stora ingångsvinklar
- Plansvarvning till centrum med stor ingångsvinkel förkortar livslängden drastiskt
- Om en stor ingångsvinkel kan undvikas, använd ap under nosradie.
Åtkomst: Max. flänshöjd
| Ømax, mm | Ømin, mm | Max. flänshöjd*, mm |
| 100 | 0 | 50 |
| 150 | 100 | 25 |
| 200 | 170 | 15 |
| 250 | 232 | 9 |
| Ømax, mm | Ømin, mm | Max. flänshöjd, mm |
| 100 | 0 | 50 |
| 150 | 0 | 75 |
| 200 | 90 | 55 |
| 250 | 170 | 40 |
Åtkomst: Fickans min. bredd och max. djup
KAPR 120°
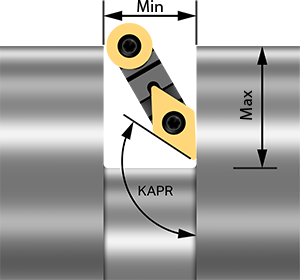
| Ømax, mm | Min. fickbredd, mm | Max. fickdjup, mm |
| 100 | 26 | 40 |
| 150 | 28 | 50 |
| 200 | 28 | 45 |
| 250 | 27 | 35 |
KAPR 95°
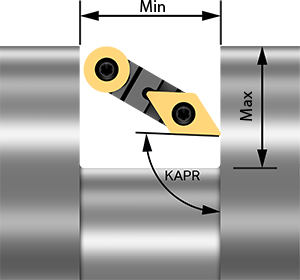
| Ømax, mm | Min. fickbredd, mm | Max. fickdjup, mm |
| 100 | 38 | 40 |
| 150 | 41 | 40 |
| 200 | 46 | 45 |
| 250 | 49 | 40 |
KAPR 62.5°
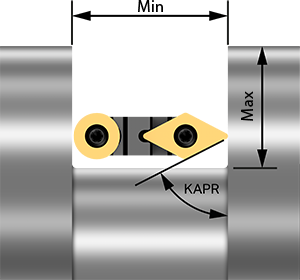
| Ømax, mm | Min. fickbredd, mm | Max. fickdjup, mm |
| 100 | 43 | 30 |
| 150 | 48 | 30 |
| 200 | 50 | 25 |
| 250 | 50 | 18 |
Åtkomst: Max. flänshöjd och fickbredd
.
.
| Ømax, mm | Ømin, mm | Max. flänshöjd, mm |
| 100 | 0 | 50 |
| 150 | 0 | 75 |
| 200 | 120 | 40 |
| 250 | 200 | 25 |
KAPR 130°
MRAT -32.5°
| Ømax, mm | Min. fickdjup, mm |
| 100 | 50 |
| 150 | 75 |
| 200 | 40 |
| 250 | 20 |
KAPR 27.5°
MRAT -45°
| Ømax, mm | Min. fickdjup, mm |
| 100 | 50 |
| 150 | 75 |
| 200 | 40 |
| 250 | 20 |
KAPR 72.5°
MRAT -90°
| Ømax, mm | Min. fickdjup, mm |
| 100 | 50 |
| 150 | 75 |
| 200 | 50 |
| 250 | 30 |
Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag

Sandvik Coromant Sweden
+46 8 793 05 70