
CoroCut® 1-2
Mångsidig av- och spårstickning
Hanteringsanvisningar
Visa och ladda ner hanteringsanvisningar för CoroCut 1-2 QS-skaft
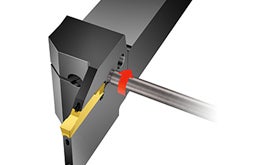
Skärbyte och skärvätskeanslutning på QS-skaft

Hitta adaptern för just er maskin
Dessa spännenheter och drivna verktygshållare är utformade för att passa specifika revolvergränssnitt, med unika bultmönster för varje maskintillverkare.
Applikationstips
Det finns ett antal tips som förbättrar dina avsticknings- och spårsvarvningsoperationer radikalt.
Visa sidan med avsticknings- och spårsvarvningskunskaper
Rekommendationer
- Börja med förstavalsalternativet och rekommenderade skärdata
- Alla rekommenderade skärdata anges utan precisionstillförsel av skärvätska
- Öka hastigheten med 30–50 % om du använder precisionstillförsel av skärvätska
- Vid avstickning och utvändig spårsvarvning är CoroCut® 1-2 en kostnadseffektiv lösning till djup där tvåeggade skär kan användas.
Om CoroCut 1-2 inte passar för dina behov, se sidan om avsticknings- och spårsvarvningsverktyg för fler verktygsrekommendationer.
Skärrekommendationer
Skärlägesstorlekar
- Skären finns i olika skärlägesstorlekar med olika hörnradier
- Skärlägesstorlekarna måste motsvara hållarens skärlägesstorlek
Skärlägesstorlekar
- D–G med V-form:
- Skärbredder: 1,5–3 mm (0,059–0,118 tum)
- Skärdjup: 12,9–18,8 mm (0,508–0,740)
- H–R med stabil skenkonstruktion:
- Skärbredder: 4–15 mm (0,157–0,394 tum)
- Skärdjup: 23,7–28,0 (0,933–1,102 tum)
Första val av skär
Använd dessa tabeller för att ta reda på första val av skär för din operation
Svarvning av släppningar med CoroCut® 1-2
CoroCut® 2-eggade skär erbjuder utmärkt spånkontroll vid svarvning av släppningar med små släppningsdjup vid låg matning.
- -RM är en allround-geometri för profilsvarvning i alla material
- Använd -RO-geometrin vid operationer i rostfritt stål, HRSA och andra kletande material
Svarvning av låsringsspår
Använd CoroCut® 1-2 med -GF-geometri för låga skärkrafter och god ytkvalitet
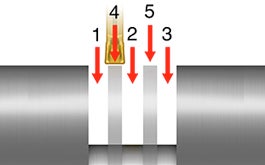
Rekommendationer för avstickningsskär
1 |
2 |
3 |
4 |
5 |
|
| Stål | GC1125 -CF | GC1125 -CM | GC2135 -CR | GC2135 -CM | GC2135 -CR |
| Rostfritt stål | GC1125 -CM | GC1125 -CM | GC2135 -CM | GC1145 -CM | GC1145 -CM |
| Gjutjärn | GC4325 -CM | GC4325 -CM | GC2135 -CR | GC2135 -CR | GC2135 -CR |
| Icke-järnhaltiga metaller | H13A -TF | H13A -TF | H13A -TF | H13A -TF | H13A -TF |
| HRSA och Ti | GC1105 -CM | GC1105 -CM | GC1145 -CM | GC1145 -CM | GC1145 -CM |
| Härdat stål | CB7015 -S | CB7015 -S | CB7015 -S | CB7015 -S | CB7015 -S |
- Avstickning av stänger eller rör – goda till normala förhållanden
- Avstickning av stänger – goda till normala förhållanden (subchuck och/eller lägre matning i centrum)
- Avstickning av stänger – normala till svåra förhållanden, ingen minskning av matningen i centrum
- Avstickning av stänger eller rör – lätta till medeltunga intermittenta förlopp
- Avstickning av stänger eller rör – medeltunga till tunga intermittenta förlopp
Skärrekommendationer för spårsvarvning
6 |
7 |
8 |
9 |
10 |
11 |
12 | |
| Stål | GC1125 -GF | GC4325 -TF | GC4325 -RM | GC1125 -RO | GC1125 -GF | GC4325 -TF | GC4325 -TF |
| Rostfritt stål | GC2135 -GF | GC2135 -TF | GC1125 -RO | GC1125 -RO | GC2135 -GF | GC2135 -TF | GC2135 -TF |
| Gjutjärn | GC3115 -GM | GC3115 -TM | GC4325 -RM | GC4325 -RM | GC1125 -GF | GC3115 -TF | GC3115 -TF |
| Icke-järnhaltiga metaller | H13A -GF | H13A -TF | GC1105 -AM | GC1005 -AM | H13A -GF | H13A -TF | H13A -TF |
| HRSA och Ti | GC1105 -GF | GC1105 -TF | S05F -RO | S05F -RO | GC1105 -GF | GC1105 -TF | GC1105 -TF |
| Härdat stål | CB7015 -S | CB7015 -S | CB7015 -RE | CB7015 -RE | CB7015 -S | CB7015 -S | CB7015 -S |
- Spårsvarvning
- Svarva bredare spår
- Utvändig profilsvarvning
- Invändig profilsvarvning
- Invändig spårsvarvning
- Svarvning av bredare invändiga spår
- Axiell spårsvarvning
Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag

Sandvik Coromant Sweden
+46 8 793 05 70