
QS™-hållarsystem
Bearbetning av små detaljer
Sortimentöversikt
Skärhuvuden
| Produktfamilj | Kopplingsstorlek | Skärstorlek | Utförande |
| CoroCut® XS | QSM 12, QSM 16 | 3 | H, V |
| CoroThread® 266 | QSM 12, QSM 16 | 16 | H, V |
| CoroCut® 2 | QSM 12, QSM 16 | E, F, G | H, V |
| CoroTurn® 107 | QSM 12, QSM 16 | CCMT 06/09, DCMT 07/11, VCMT/VBMT 11 | H, V, N |
Skaftadaptrar
| Produktfamilj | Kopplingsstorlek | Skafthöjd | Skaftbredd |
| QS™ Micro | QSM 12, QSM 16 | 10–20 mm 6/16–12/16 tum | 11–20 mm 6/16–12/16 tum |
Produktkoder
Skaftadaptrar

1. Produktfamiljnamn
HÅLLARSYSTEM QSM – QS™ Micro
2. Kopplingsstorlek
12/16
3. Utförande
N/H/V
4. Skaftstorlek
Metrisk: 1012/1212/1616/2020 (mm)
Tum: 06/08/10/12 (1/16")
Skärhuvuden – CoroCut® XS, CoroThread® 266 och CoroTurn® 107

1. Produktfamiljnamn
HÅLLARSYSTEM QSM – QS™ Micro
2. Kopplingsstorlek
12/16
3. Utförande
Se produktfamiljens kodnyckel
4. Skaftstorlek
Se produktfamiljens kodnyckel
Skärhuvuden – CoroCut® 2

1. Produktområde
2. Produktfamilj
3. Produktapplikation (TPC)
4. Maskinkopplingstyp
5. Maskinkopplingsstorlek
6. Utförande
7. Produktfamiljens egenskaper
Användning
- Skaftadapter passar verktyg i både höger- och vänsterutförande. Den behöver endast roteras 180 grader
- När ett svarvhuvud monteras i en adapter dras inställningsskruven åt med ett vridmoment på 4 Nm (2,95 lb/ft). Kontrollera regelbundet att skruven inte är utsliten; Byt den i så fall. Skruven kan köpas separat
- När hela verktygskonfigurationen monteras i en maskin, var noga med att kontrollera skäreggens läge radiellt, axiellt och i höjdled. HF/LF/WF-värden kan variera beroende på svarvhuvudet och skaftadapter monteringen.
- Skärvätska kan anslutas på baksidan och på sidan av skaftadaptern med en M6-gängkoppling.

Sortiment
| Beställningskod | Maskinsidans inpassning |
| QS-HP80-M6-NPT18-1 | NPT 1/8 tum |
| QS-HP80-M6-G18-1 | G 1/8 tum (BSPP) |
| QS-HP80-M6-R18-1 | R 1/8 tum (BSPT) |
| QS-HP80-M6-AN3-1 | AN - 3 |
| QS-HP80-M6-AN4-1 | AN - 4 |
| QS-HP80-M6-M10-1 | M10x1.5 |
| QS-HP80-PTFE | Reservslang |
| QS-HP100-M6-AN4-A | Skärvätskeadapter |
Sortiment - lagerhållna specialverktyg
| Beställningskod | Maskinsidans inpassning |
| QS-HP250-M6-NPT18-S | NPT 1/8 tum |
| QS-HP250-M6-G18-S | G 1/8 tum (BSPP) |
| QS-HP250-M6-R18-S | R 1/8 tum (BSPT) |
| QS-HP250-M6-AN3-S | AN - 3 |
| QS-HP250-M6-AN4-S | AN - 4 |
| QS-HP250-M6-M10-S | M10x1.5 |
Not: QS™ Micro-specialsortimentet i lager går inte att köpa online. Kontakta din lokala Sandvik Coromant-säljare för beställning.
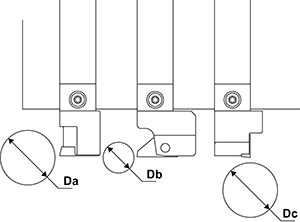
Maximal bomdiameter vid bearbetning med Y-axeln
Beroende på placeringen av QS™ Micro-y-axelverktyget och intilliggande verktyg måste maximal diameter för arbetsstyckets stång beaktas.
När Y-axelverktyget har samma överhäng som vanliga intilliggande verktyg måste följande beaktas:
- Maximal bomdiameter (db) får inte överskrida avståndet mellan två skärpunkter (A) -2 mm (-0,079 tum) (1 mm (0,039 tum), säkert avstånd för varje sida)
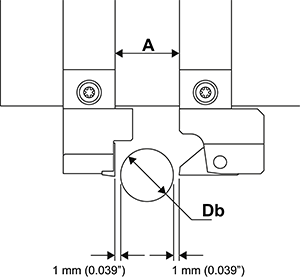
- Maximal bomdiameter (db) minskar dramatiskt om det intilliggande verktyget också är ett Y-axelverktyg. Därför rekommenderar vi inte att ha ett Y-axelverktyg i spåret bredvid
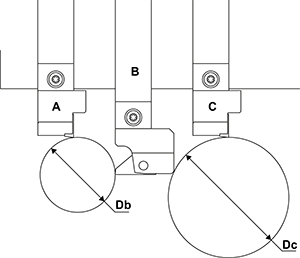
När ett Y-axelverktyg (B) har ett längre överhäng än de vanliga intilliggande verktygen måste maximal bomdiameter (db) beräknas efter verktygens faktiska lägen och verktygsfästets design i maskinen.
Det finns ytterligare två faktorer att ta hänsyn till:
- Db-värdet i förhållande till verktyg A och Y-axelverktyget
- Dc-värdet i förhållande till baksidan av Y-axelverktyget och verktyg C
Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag

Sandvik Coromant Sweden
+46 8 793 05 70