
CoroThread® 266
Mycket stabil utvändig och invändig gängsvarvning
OptiThreading™-metoden löser spånproblem och förbättrar produktiviteten
En tillverkare av skruvbultar för kraftgenereringsbranschen upplevde dålig bearbetningssäkerhet och effektivitetsproblem på grund av att det bildades långa spånor, vilket ledde till flera maskinstopp per cykel. Tillverkaren testade gängningsmetoden OptiThreading™ med följande resultat.
| Industrisegment: | Kraftgenerering |
| Operation: | Gängsvarvning |
| Gänga: | 1-3/8” - 8 UN (3,175 mm stigning), längd 300 mm |
| Maskin: | Doosan |
| Komponent: | Dubbelgängad skruvbult |
| Material: | EN24 (SS2541) P2.2.Z.AN 235HB |
| Skärvätska: | Ja |
| Bild saknas |  | |
 | ||
| Spånorna bröts effektivt när skärverktyget gick in i och ut ur ingrepp vid en oavbruten bearbetningscykel. | ||
| Verktygshållare | 266RFG-2525-16 | 266RFG-2525-16 |
| Skär | 266RG-16UN01A080M 1125 | 266RG-16UN01A080M 1125 |
| Skärdata | ||
| Vc (m/min) | 50 | 110 |
| N (varv/min) | 456 | 1000 |
| Fn (mm/varv) | 3,175 | 3,175 |
| nap (antal passeringar) | 17 | 15 |
| Resultat | ||
| Utmaning | Behövde stanna tre gånger under cykeln för att ta bort spånor runt chuck och komponent | Inga spånproblem och dubblerad produktivtet |
| Livslängd, detaljer per egg | Ej tillgängligt | Uppskattningsvis dubbelt antal artiklar per egg |
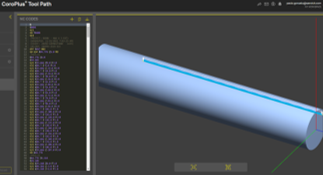
Verktygsvägen och NC-programmet för OptiThreading™ genererades av den webb-baserade programvaran CoroPlus® Tool Path.
Läs mer om programmering för OptiThreading™ och kör en trettio dagar lång kostnadsfri testperiod.
”Jag behövde inte längre stanna tre gånger varje cykel för att ta bort spånor runt chuck och komponent. Dessutom är produktiviteten dubbelt så hög jämfört med tidigare.”
- Tillverkare inom kraftgenereringsbranschen
Spånkontroll och bättre kvalitet med OptiThreading™-metoden
En tillverkare av specialskruvar i stål var inte nöjd med återkommande processproblem på grund av långa spånor. Dessutom hade de färdiga komponenterna grader i början av gängan. Tillverkaren testade gängningsmetoden OptiThreading™ med följande resultat.
| Industrisegment: | Allmän bearbetning |
| Operation: | Gängsvarvning |
| Gänga: | M24 (3 mm stigning) gänglängd 168 mm |
| Maskin: | Traub |
| Komponent: | Specialskruv |
| Material: | 32CrNiMo6 QT |
| Skärvätska: | Ja |
| Bild saknas | | |
 | ||
| Kortare spånor förbättrade stabiliteten i gängsvarvningen betydligt och åtgärdade kvalitetsproblemet i början av gängan. | ||
| Verktygshållare | SER 2525 M16 (WNT) | 266RFG-2525-16 |
| Skär | 16ER.3,00.ISO CWN 1525 | 266RG-16MM01A300M 1125 |
| Skärdata | ||
| Vc (m/min) | 90 | 106 |
| N (varv/min) | 1 200 | 1 400 |
| Fn (mm/varv) | 3 | 3 |
| nap (antal passeringar) | 18 | 13 |
| Resultat | ||
| Skäl till verktygsbyte | Problem med långa spånor | Inga spånproblem |
| Livslängd, detaljer per egg | 10 detaljer/skäregg | 20 detaljer/skäregg |
| Oscillering med extra lyftavstånd | - | 0,2 |
Verktygsvägen och NC-programmet för OptiThreading™ genererades av den webb-baserade programvaran CoroPlus® Tool Path.
Läs mer om programmering för OptiThreading™ och kör en trettio dagar lång kostnadsfri testperiod.
Gängtillverkning utan stopp tack vare OptiThreading™
En tillverkare av gängade stålstänger upplevde låg produktivitet och resurskrävande produktion på grund av dålig spånkontroll. Tillverkaren testade gängningsmetoden OptiThreading™ med följande resultat.
| Industrisegment: | Allmän bearbetning |
| Operation: | Gängsvarvning |
| Gänga: | MF40 X 3 gänglängd 187 mm |
| Maskin: | Biglia B545-SL |
| Komponent: | Gängad stång |
| Material: | Aisi303 rostfritt stål |
18 %
Produktivitetsökning
+15 %
Total minskning av cykeltid
+23 %
Kostnadssänkning
 |  | |
| Långa spånor bildades över revolver och verktyget, vilket ledde till att man måste stanna maskinen ofta för att ta bort spånor. | Kortare spånor möjliggjorde produktion utan oplanerade stopp. Ökad förutsägbarhet gällande verktygsförslitning gav också bättre produktionsplanering. | |
| Verktygshållare | 266RFG-2525-16 | 266RFG-2525-16 |
| Skär | 266RG-16MM01A300M-1125 | 266RG-16MM01C300M 1125 |
| Skärdata | ||
| Vc (m/min) | 119 | 119 |
| N (varv/min) | 947 | 947 |
| Fn (mm/varv) | 3 | 3 |
| nap (antal passeringar) | 15 | 13+1 (noll passeringar) |
| Resultat | ||
| Utmaning | Dålig spånkontroll och flera maskinstopp | Bra spånkontroll, säker produktion och förutsägbar verktygslivslängd |
Verktygsvägen och NC-programmet för OptiThreading™ genererades av den webb-baserade programvaran CoroPlus® Tool Path.
Läs mer om programmering för OptiThreading™ och kör en trettio dagar lång kostnadsfri testperiod.
OptiThreading™-metoden löser spånproblem
En tillverkare av tvärstag för fordonsindustrin upplevde kvalitets- och effektivitetsproblem på grund av att det bildades långa spånor i gängningsoperationen. Tillverkaren testade gängningsmetoden OptiThreading™ med följande resultat.
| Industrisegment: | Allmänt |
| Operation: | Gängsvarvning |
| Gänga: | Trapetsformad, stigning 4 mm, diameter 80 mm x längd 465 mm |
| Maskin: | Mazak |
| Komponent: | Tvärstag |
| Material: | 42CrMo |
| Skärvätska: | Ja |
 |  | |
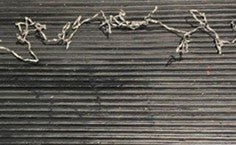
| Långa spånor trasslade in sig runt arbetsstycket och operatörerna måste uppmärksamma och åtgärda detta. | Kortare spånor bryts effektivare och operatörerna kunde lämna processen oövervakad och fokusera på andra arbetsuppgifter. | |
| Verktygshållare | 266RFG-2525-22 | 266RFG-2525-22 |
| Skär | 266RG-22TR01F400E 1020 | 266RG-22TR01F400E 1020 |
| Skärdata | ||
| Vc (m/min) | - | - |
| N (varv/min) | 379 | 379 |
| Fn (mm/varv) | 4 | 4 |
| nap (antal passeringar) | 15 | |
| Resultat | ||
| Skäl till verktygsbyte | Problem med långa spånor. Stopp krävdes 2–3 gånger per komponent | Inga spånproblem |
| Livslängd, detaljer per egg | 25 detaljer/skäregg | 15 detaljer/skäregg |
| Oscillering med extra lyftavstånd | 0 | 0,6 |

Verktygsvägen och NC-programmet för OptiThreading™ genererades av den webb-baserade programvaran CoroPlus® Tool Path.
Läs mer om programmering för OptiThreading™ och kör en trettio dagar lång kostnadsfri testperiod.
”Vi minskade antalet tillverkade komponenter per skär men fick total spånkontroll, vilket i det här fallet var mer värdefullt för oss. När våra operatörer inte längre behövde övervaka bearbetningsprocessen kunde de fokusera på andra arbetsuppgifter.”
- Tillverkare av fordonskomponenter
Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag

Sandvik Coromant Sweden
+46 8 793 05 70